
Nimonic 80A Forgings (UNS N07080)
Custom open-die forgings and seamless rolled rings to ASTM B637 / AMS 5872 / AMS 5766.
30 kg – 30,000 kg per piece · OD up to 3,000 mm · EN 10204 3.1 MTC available · ISO 9001:2015 certified
Jiangsu Liangyi Co., Limited (established 1997, Jiangyin, Jiangsu, China) is an ISO 9001:2015 certified manufacturer of Nimonic 80A forgings (UNS N07080 / Alloy 80A) supplying gas turbine bolts manufacturers, steam turbine company, and power generation companies in Germany, the USA, South Korea, Saudi Arabia, and 50+ countries. Annual forging capacity: 120,000 tonnes. All Nimonic 80A forgings are produced in-house from VIM/ESR or VIM/VAR melt through to EN 10204 3.1/3.2 certified delivery.
| Capability | Detail |
|---|---|
| Single-piece weight | 30 kg – 30,000 kg |
| Seamless ring OD range | 50 mm – 3,000 mm (wall thickness 20 mm min) |
| Round bar diameter | 20 mm – 800 mm, any length |
| Standards supplied to | ASTM B637 · AMS 5872 · AMS 5766 · EN 2904 · client-specific specs |
| Melt route options | VIM/ESR (standard) · VIM/VAR (nuclear/critical) |
| Certificates | EN 10204 3.1 standard · 3.2 / third-party (SGS / BV / TÜV) on request |
| Minimum sample order | 1 piece — no minimum quantity for trials |
| Standard lead time | 20–30 working days from drawing approval |
| Quotation turnaround | Within 24 hours of receiving drawing + quantity |
- What is Nimonic 80A and when should you specify it?
- Product range and dimensional capabilities
- Melt routes, forging and heat treatment
- Chemical composition (ASTM B637 / UNS N07080)
- Mechanical properties — specification vs. our typical results
- Quality control and NDE
- Applications and project references
- Nimonic 80A vs. Inconel 718 vs. Nimonic C-263 — data comparison
- FAQ — real questions from buyers
- Request a quotation
| Alloy / designation | Nimonic 80A · UNS N07080 · Alloy 80A |
|---|---|
| Type | Precipitation-hardened nickel-chromium superalloy (γ′ strengthened) |
| Forging standards | ASTM B637 · AMS 5872 · AMS 5766 · EN 2904 |
| Product forms | Seamless rolled rings · open-die forged bars & billets · discs |
| Size range | Rings OD 50–3,000 mm · bars Ø20–800 mm · 30 kg–30,000 kg per piece |
| Melt route | VIM + ESR (standard) or VIM + VAR |
| Delivery condition | Solution annealed + stabilised + precipitation hardened |
| Max service temperature | ≈ 815 °C (1,500 °F) |
| Typical UTS / 0.2% proof | 1,080–1,250 MPa / 650–780 MPa |
| Non-destructive testing | 100% ultrasonic (ASTM E2375 / A388 / EN 10228) · dye penetrant (ASTM E165) |
| Certification | ISO 9001:2015 (No. 4469Q231026026RS) · EN 10204 3.1 MTC (3.2/third-party on request) |
| Minimum order | 1 piece (trial) · sample lead time ≈ 15–20 working days |
| Indicative price | USD 25–40 / kg, depending on size, shape and specification — final price on quotation |
| Manufacturer | Jiangsu Liangyi Co., Limited · Jiangyin, Jiangsu, China |
What Is Nimonic 80A — and When Should You Specify It?
Nimonic 80A (UNS N07080, also called Alloy 80A) is a precipitation-hardening nickel-chromium superalloy strengthened by coherent γ' precipitates (Ni₃(Al,Ti)). It was originally developed in the UK for first-stage gas turbine blades in the 1940s and remains one of the most widely specified alloys for rotating components that must hold their strength at continuous service temperatures up to 815 °C (1,500 °F).
We have been forging Nimonic 80A at our Jiangyin facility since 2003. In our experience, the alloy is more demanding to forge than Inconel 625 or 718: the working temperature window is narrower, and if billet temperature drops below approximately 950 °C during pressing, you risk adiabatic shear banding. The tradeoff is worth it — when correctly processed, Nimonic 80A offers a creep-rupture strength at 815 °C that Inconel 718 simply cannot match.
If your service temperature is below 700 °C and fatigue life is the primary driver, Inconel 718 is usually more cost-effective and easier to source. At 700–815 °C under sustained load where creep is the failure mode, Nimonic 80A is the best choice. Above 850 °C, consider Nimonic C-263 or Waspaloy. See our data-based comparison table below.
The most demanding application for Nimonic 80A forgings is the turbine disc and blisk (blade-integrated disc). In a gas or steam turbine, the disc must simultaneously resist centrifugal stress at the rim — where blade attachment loads are highest — and creep deformation at the bore, which runs hotter over long operating cycles. Nimonic 80A's combination of high proof strength (Rp0.2 ≥ 600 MPa) and superior creep-rupture life at 750–815 °C makes it one of the few alloys that can meet both requirements in a single forging without a bimetallic design.
We produce Nimonic 80A turbine discs by open-die forging from VIM/ESR ingot, with a minimum forging ratio of 5:1 to break down the as-cast structure and develop a uniform fine grain. For blisk pre-forms — where the disc and blade stubs are forged in one piece — we use closed-die tooling developed to the customer's 3D drawing. Grain size control across the disc cross-section is validated by metallographic coupon from each production heat.

Product Range and Dimensional Capabilities
We manufacture Nimonic 80A forgings to customer drawings in any of the forms below. All dimensions are ok for us — the ranges listed below is our main size that we could produce.
Seamless Rolled Rings
Produced on our 5-metre radial-axial ring rolling mill. Uniform grain flow in the circumferential direction makes seamless rings the preferred form for turbine casing rings, seal rings, flanges, and any application where through-wall hoop stress is the design-limiting load.
- Outer diameter: 50 mm – 3,000 mm
- Height: 20 mm – 800 mm
- Wall thickness: 20 mm minimum (thinner walls available in smaller diameters, subject to review)
- Profiles: plain rectangular cross-section standard; contoured rings (L, T, U cross-section) available
- Typical applications: turbine casing segments, labyrinth seal rings, retaining rings, flanged rings for pressure vessels

Open-Die Forged Bars and Billets
- Round bar: 20 mm – 800 mm diameter, any length up to press capacity
- Flat/rectangular bar: custom cross-sections, including turbine blade flat bars for blade pre-forms
- Hollow bars / thick-walled cylinders: wall thickness 30 mm minimum
- Billets and blocks: for machining into discs, hubs, and other custom shapes as per clients drawing

Turbine and Valve Components
- Turbine discs (forged near-net shape to drawing)
- Exhaust valve heads and stems (motorsport and industrial engine grades)
- Boiler tube support hangers and brackets
- Forged bolt blanks and stud blanks — we supply the forged round bar in the correct diameter and length; threading is done by your machining shop or we can arrange
We accept 2D drawings (DWG, PDF) and 3D files (STEP, IGES, DXF). If you have only a rough specification and no drawing yet, our engineering team can give our forging production plan, allowance, and weight — email us.
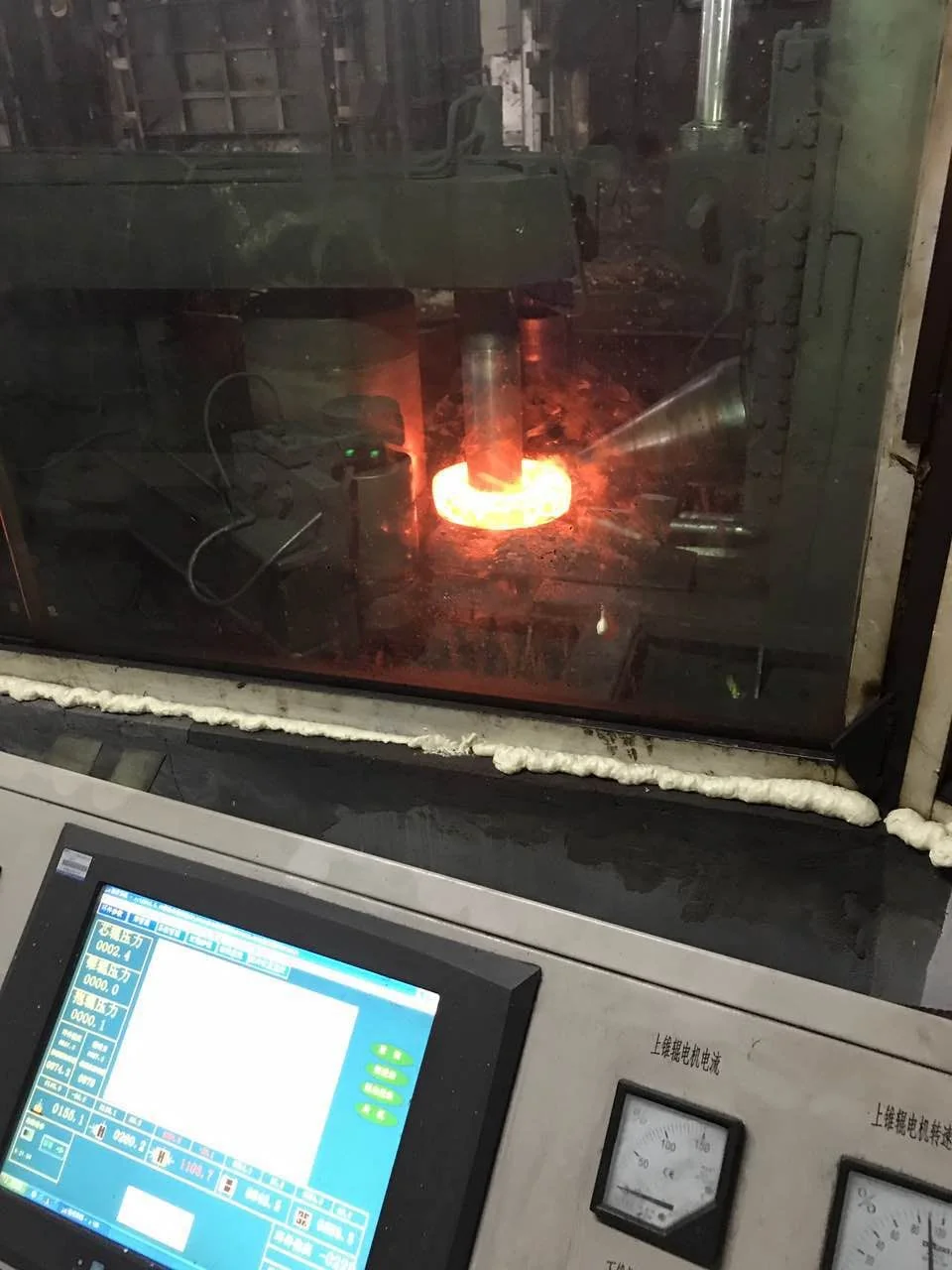
Watch: Nimonic 80A Forging at Our Workshop
Real footage from our Jiangyin facility — forging and processing of Nimonic 80A (UNS N07080) for gas- and steam-turbine components.

Melt Routes, Forging and Heat Treatment — How We Do It
Step 1: Melting — VIM/ESR or VIM/VAR
All our Nimonic 80A starts as a vacuum-induction melt (VIM). VIM allows precise chemistry control, particularly for the reactive elements aluminium and titanium that form the γ' strengthening phase — you cannot achieve tight Ti+Al balance in air or AOD melting.
After VIM, the electrode is remelted by one of two routes depending on the application:
| Route | Process | When to specify | Result |
|---|---|---|---|
| VIM/ESR | Electro-slag remelting | Standard — gas turbines, steam turbines, pressure vessels, bolt manufacturers, most industrial applications | Removes sulphide inclusions; improves transverse toughness and fatigue life vs. VIM-only |
| VIM/VAR | Vacuum arc remelting | Applications requiring ultra-low inclusion content — aerospace life-critical parts, or specifications that prohibit ESR slag carry-over | Ultra-low inclusion content; tighter segregation control; preferred for AMS 5872 Class A |
Step 2: Forging
The ingot is homogenised at 1,120 °C before primary breakdown. We use our 6,300-tonne hydraulic forging press for initial open-die reduction, targeting a minimum forging ratio of 5:1 for critical parts (higher for nuclear specifications). Intermediate reheats are controlled to ±10 °C using calibrated furnace instrumentation — furnace calibration records are available for customer review upon request.
For seamless rings, the pre-formed ring blank is transferred hot from the press to the ring roller. The rolling schedule (number of passes, reduction per pass, final temperature) is defined in our forging procedure document and is part of the quality record for each order.
Step 3: Heat Treatment (Three-Stage Cycle)
Nimonic 80A must go through a precise three-stage heat treatment to develop the γ' precipitates that give it its creep strength. We do not offer the alloy in the solution-annealed-only condition for load-bearing applications.
| Stage | Temperature | Hold time | Cooling | Purpose |
|---|---|---|---|---|
| 1. Solution anneal | 1,050 – 1,080 °C | 8 h minimum (scaled by section thickness) | Air cool / fan cool | Dissolves coarse carbides; homogenises γ' in solution; sets grain size |
| 2. Stabilisation | 850 ± 10 °C | 24 h | Air cool | Precipitates M₂₃C₆ carbides at grain boundaries; stabilises grain boundary chemistry for creep resistance |
| 3. Precipitation hardening | 700 ± 10 °C | 16 h | Air cool | Grows coherent γ' precipitates (Ni₃(Al,Ti)); primary strengthening stage |
All heat treatment is done in electrically heated, atmosphere-controlled furnaces with calibrated type-K thermocouples. Heat treatment charts (time–temperature records) are issued with each EN 10204 3.1/3.2 certificate.
Chemical Composition
Our Nimonic 80A chemistry conforms to ASTM B637 / UNS N07080 and EN 2904. The table below shows the standard limits alongside our typical aim chemistry — we aim tighter than the standard to reduce batch-to-batch variation in mechanical properties.
| Element | ASTM B637 min | ASTM B637 max | Our typical aim |
|---|---|---|---|
| Ni | Balance (≥ 65%) | — | Balance (≥ 70%) |
| Cr | 18.0% | 21.0% | 19.0 – 20.0% |
| Ti | 1.8% | 2.7% | 2.2 – 2.5% |
| Al | 1.0% | 1.8% | 1.3 – 1.6% |
| Fe | — | 3.0% max | ≤ 1.5% |
| Co | — | 2.0% max | ≤ 1.0% |
| C | — | 0.10% max | 0.04 – 0.08% |
| Si | — | 1.0% max | ≤ 0.3% |
| Mn | — | 1.0% max | ≤ 0.3% |
| S | — | 0.015% max | ≤ 0.005% |
| B | — | 0.008% max | 0.001 – 0.006% |
| Zr | — | 0.15% max | ≤ 0.06% |
| Cu | — | 0.2% max | ≤ 0.05% |
| Pb | — | 0.0025% max | ≤ 0.001% |
Note: Ti+Al (gamma-prime formers) sum is controlled to 3.3 – 4.1% for consistent γ' volume fraction. Full chemical analysis is performed by OES (optical emission spectrometry) on every heat; XRF is used for in-process checks. Certificates show heat-specific chemistry, not nominal values.
Mechanical Properties
The table below shows specification minimums per ASTM B637 and AMS 5872, alongside our typical results from production records for forgings in the 50–500 kg range (all values at room temperature unless stated).
| Property | ASTM B637 / AMS 5872 minimum | Our typical range (production data) |
|---|---|---|
| 0.2% Proof Strength (Rp0.2) | 600 MPa | 650 – 780 MPa |
| Ultimate Tensile Strength (UTS) | 1,000 MPa | 1,080 – 1,250 MPa |
| Elongation (A5) | 12% | 18 – 28% |
| Reduction in Area (Z) | 12% | 22 – 35% |
| Charpy impact (room temp) | 20 J min | 35 – 70 J |
| Hardness | 305 – 405 HB | 320 – 380 HB |
| Creep-rupture strength at 750 °C / 100 h | Not specified in B637 | ~310 MPa (typical ESR heat) |
| Creep-rupture strength at 815 °C / 100 h | Not specified in B637 | ~165 – 185 MPa |
Mechanical test results are reported on the MTC for each heat and forging lot. We can provide witness testing at our facility or arrange third-party laboratory testing (SGS, Intertek, TÜV) at customer request. Elevated-temperature creep testing requires advance notice — typical turnaround 8–12 weeks.
Quality Control and Non-Destructive Testing
Every Nimonic 80A forging we ship goes through the following inspection sequence. We do not offer to skip any step.
| Test | Standard | Coverage | Purpose |
|---|---|---|---|
| Ultrasonic Testing (UT) | EN 10228-4 / ASTM A388 | 100% of volume, Class 3 minimum (Class 4 for nuclear) | Internal porosity, inclusions, cracking |
| Liquid Penetrant Testing (PT) | EN 10228-2 / ASTM E165 | 100% of machined/as-forged surfaces | Surface and near-surface cracks, laps |
| Dimensional inspection | Customer drawing + ISO 8015 | All critical dimensions, 100% | Compliance with drawing tolerances |
| Visual inspection | ASTM A788 / customer spec | 100% of surface | Surface condition, identification markings |
| Chemical analysis (OES) | ASTM E1606 / per heat | Per heat (ladle + product check) | Chemistry traceability to heat number |
| Mechanical testing | ASTM E8 / E23 / E18 | Per heat and forging lot | Tensile, impact, hardness compliance |
| Metallographic examination | ASTM E112 | Per heat; micro-section from test coupon | Grain size, microstructure, inclusion rating |
Certificates and Traceability
- EN 10204 3.1 — standard with all orders; signed by our QA department
- EN 10204 3.2 / third-party inspection — can be arranged on request through an independent inspection body (e.g. SGS, Bureau Veritas, TÜV); please specify at the inquiry stage, as the inspector must be booked in advance.
- Each forging is marked with heat number, piece number, alloy designation, and our factory code — traceable from raw material purchase order to final certificate.
- We retain inspection records for 10 years and can reissue documentation if originals are lost.
ISO and Regulatory Compliance
- ISO 9001:2015 quality management system — certificate No. 4469Q231026026RS, UKAS-accredited (issued by The High Performance Assessment Ltd), valid to 25 October 2026
- EN 10204 3.1 mill test certificates provided as standard; EN 10204 3.2 / third-party inspection (SGS, Bureau Veritas, TÜV) arranged on request
- Material produced to ASTM B637, AMS 5872 and AMS 5766 where specified by the customer
- Export documentation — we prepare the commercial and quality documents required for international shipment
Applications and Project References
Below is a real, verifiable Nimonic 80A project from our production records. Customer-identifying information has been redacted under NDA; the technical and inspection data are shown exactly as recorded.
Verified Delivery — Nimonic 80A Roll-Forged Rings for Gas Turbine Service
Gas Turbine Middle East (customer confidential) PO# CI9605
Scope: Roll-forged ring in wrought Nimonic 80A (UNS N07080) to ASTM B637(2016), supplied in the solution-annealed + aged condition for a gas-turbine application. Outer diameter 750 mm × inner diameter 680 mm × length 150 mm, produced as a single unit piece together with an integral test-coupon ring cut from the same material for verification — exactly as the buyer’s specification required.
Melt route: multiple-melted (VIM followed by vacuum-arc / electro-slag remelting) for low inclusion content, as required by the purchase order.
Ultrasonic examination: 100% UT to ASTM E2375-08 Class AA (longitudinal wave, PXUT-300C, furnace lot 721-246) — result: no defects. The signed report is shown below.
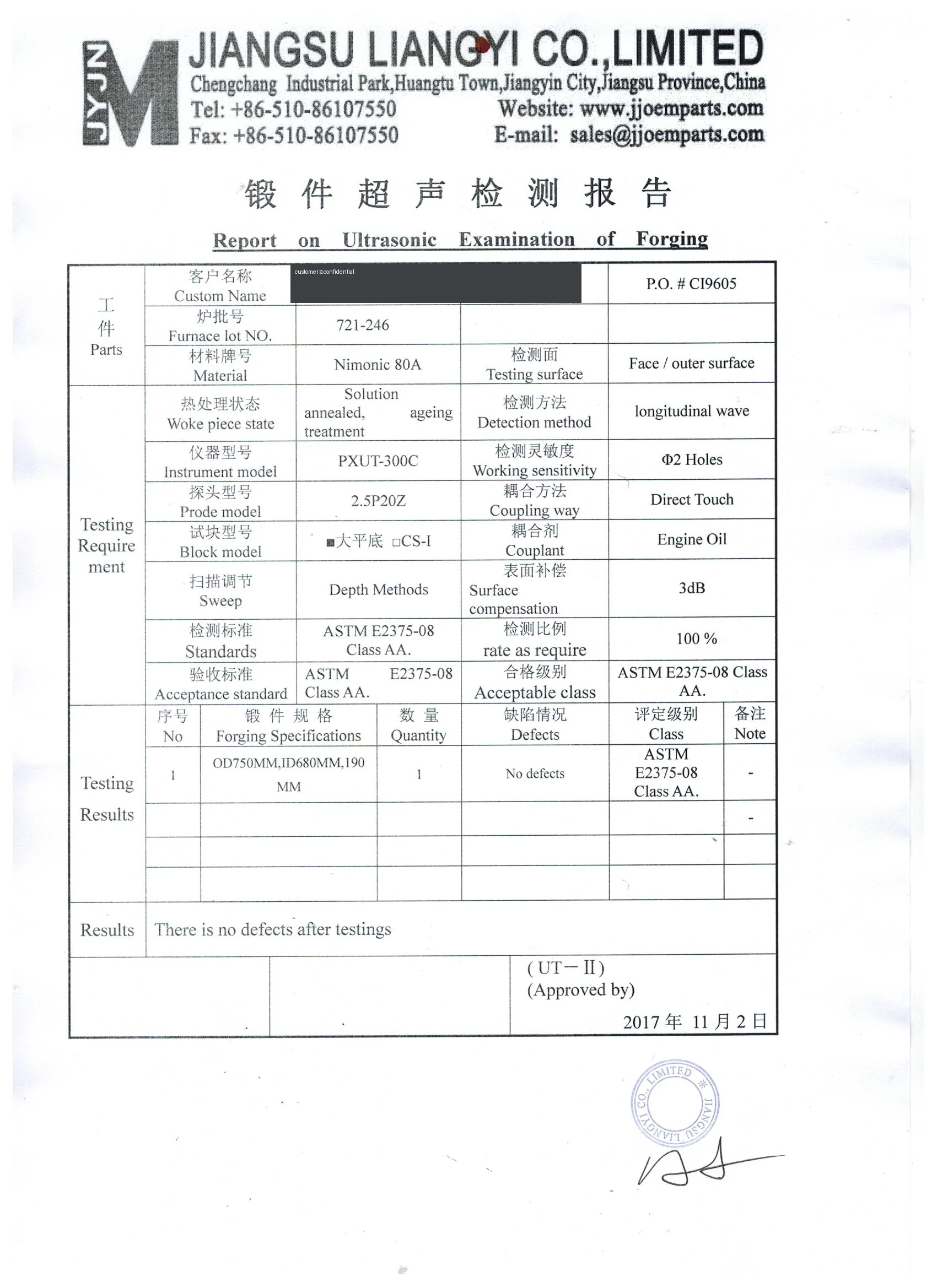
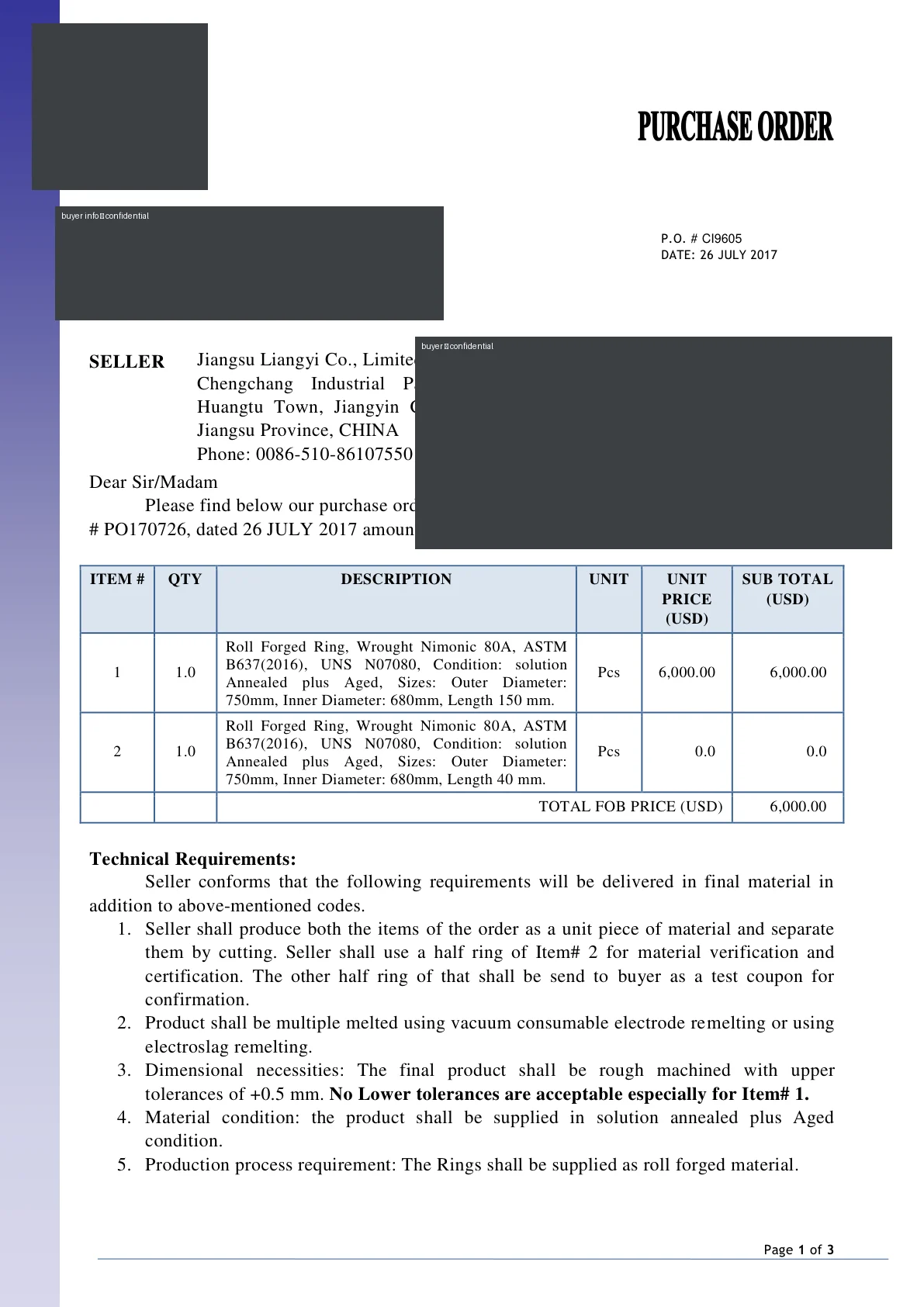
Documentation: EN 10204 3.1 mill test certificate; certificate of origin (Country of origin: China); detailed packing list. Delivery term FOB Shanghai. Request a similar quotation →
Technical review: Liu Mingru, Senior Metallurgical Engineer (Zhejiang University), Jiangsu Liangyi Co., Limited — LinkedIn.
We can provide further references — including MTC samples and inspection reports — under NDA for qualified procurement enquiries.
Other industries where our Nimonic 80A forgings are used
- Motorsport: High-performance exhaust valves — Nimonic 80A is a long-established choice for naturally-aspirated and turbocharged race engines operating above 7,500 RPM at valve temperatures exceeding 750 °C. We supply valve blanks in bar form to machining shops.
- Aerospace ground support: Test rig components and bearing housings for aero-engine test facilities
- Petrochemical: Reactor internals and heat exchanger flanges for high-temperature reformer services
- Marine / Naval: Exhaust system components for high-speed diesel and gas turbine vessel propulsion
Nimonic 80A vs. Inconel 718 vs. Nimonic C-263 vs. Hastelloy C-276
This comparison uses published data from ASTM standards, AMS specifications, and the open technical literature. We supply all four alloys as forgings — this table is designed to help you select the right material, not to promote any particular one.
| Property | Nimonic 80A (N07080) | Inconel 718 (N07718) | Nimonic C-263 (N07263) | Hastelloy C-276 (N10276) |
|---|---|---|---|---|
| Max continuous service temp | 815 °C (1,500 °F) | ~700 °C (1,290 °F) | ~850 °C (1,560 °F) | ~1,040 °C oxidation limit; strength drops sharply above 600 °C |
| Creep-rupture strength 750 °C / 1,000 h | ~230 MPa | ~120 MPa | ~245 MPa | ~80 MPa |
| UTS at room temperature | 1,000 – 1,300 MPa | 1,380 MPa (min) | 950 MPa (min) | 690 MPa (min) |
| Oxidation resistance (air, 800 °C) | Very good | Good (protective scale thins above 700 °C) | Very good | Excellent (forms Cr₂O₃ scale) |
| Aqueous corrosion resistance | Good (Cr-passivated) | Good | Good | Outstanding — designed for chloride/acid service |
| Weldability | Moderate — susceptible to strain-age cracking; weld in annealed condition | Good in solution-annealed condition | Moderate | Good |
| Relative material cost (approximate) | Medium | Medium-high (Nb content) | Medium-high (Co content) | High (Mo + W content) |
| Primary forging standards | ASTM B637 / AMS 5872 / AMS 5766 | AMS 5662 / ASTM B637 | AMS 5872 / DTD 5014 | ASTM B574 / B575 |
| Best for | Gas/steam turbine components, high-temp fasteners, exhaust valves (700–815 °C range) | Fatigue-dominated aerospace and oil & gas parts (up to 700 °C) | Combustion liners, turbine discs where slightly higher temp than 80A is needed | Chemical processing, marine — where corrosion resistance is the primary driver |
Creep data sourced from High-Temperature Alloys for Gas Turbines (Brunetaud et al.) and individual AMS specification data sheets. Values are indicative; always verify with your specific heat test certificates. View all nickel alloys we supply →
Frequently Asked Questions
Can you match a tighter chemistry than ASTM B637 requires for Nimonic 80A?
Jiangsu Liangyi routinely produces Nimonic 80A (UNS N07080 / Alloy 80A) forgings to tighter chemistry limits than ASTM B637 requires — for example, S ≤ 0.003% (vs. B637's 0.015% max) and Pb ≤ 0.0008% for nuclear and aerospace customers. Please include your chemistry requirements in your RFQ. Very tight limits may require additional heat-selection testing and will affect pricing and lead time.
What is the minimum trial order for Nimonic 80A forgings, and how long does a sample take?
Jiangsu Liangyi has no minimum order quantity for Nimonic 80A (N07080 forged bar, seamless ring, or disc) — a single piece can be produced for testing quality. For a single bar or ring in a standard size, a rush sample ships within 15 working days from drawing approval. Standard sample lead time is 20 working days.
Do you hold stock of Nimonic 80A billet or bar?
Jiangsu Liangyi normally carries a small stock of VIM/ESR Nimonic 80A billet (typically 200–400 mm round, 200–1,000 kg pieces) to reduce lead time for small bar and ring orders. Stock levels vary — contact us with your size and quantity and we will confirm availability immediately. All production forgings are produced as per all clients drawing.
What is the difference between VIM/ESR and VIM/VAR melt routes for Nimonic 80A, and when do I need to specify each?
For Nimonic 80A (Alloy 80A / UNS N07080), VIM/ESR (electro-slag remelting) is the standard melt route — it removes sulphide inclusions and improves transverse toughness, and is suitable for most gas turbine, steam turbine, fastener, and pressure vessel applications. VIM/VAR (vacuum arc remelting) produces even lower inclusion counts and is typically specified for the most demanding aerospace life-critical parts and similar applications. At Jiangsu Liangyi, VIM/VAR typically adds 15–25% to material cost and 5–7 working days to lead time.
Can Jiangsu Liangyi supply Nimonic 80A forgings in a finish-machined condition?
Jiangsu Liangyi has in-house turning, boring, and milling capacity for Nimonic 80A forgings. Parts can be supplied in any of: rough forged (with machining allowance to drawing), rough turned (round/ring to close diameter), or finish machined (to final drawing dimensions). For complex machined shapes, please share drawings at quotation stage so we can confirm our capability.
My drawing need for EN 10204 3.2 with TÜV sign-off on the Nimonic 80A MTC — can you arrange this?
Yes — Jiangsu Liangyi can arrange EN 10204 3.2 / third-party certification of Nimonic 80A forgings through an independent inspection body such as SGS, Bureau Veritas or TÜV. The inspector must be booked in advance, so please specify 3.2 and your preferred inspection body at the inquiry stage.
We need witness testing at your Jiangyin facility — is that possible?
Yes. Customers may send their own inspector or a nominated third-party inspector to the Jiangsu Liangyi facility in Jiangyin, Jiangsu during any stage of Nimonic 80A forging production. A details quality production plan is provided during witness visits. Please coordinate at least 2 weeks in advance. Live video witness of heat treatment and mechanical testing is also available for customers who cannot come to our workshop.
How does Jiangsu Liangyi handle rejected or nonconforming Nimonic 80A forgings?
If a Nimonic 80A forging fails any inspection criterion, Jiangsu Liangyi stops the process, formally documents the nonconformance, and initiates a disposition (scrap or rework). Nonconforming parts are never shipped and customers are never asked to accept deviations without written approval. If the failure is attributable to our process, Jiangsu Liangyi bears the cost of replacement. Our nonconformance rate for Nimonic 80A has averaged below 1.2% over the past five years (internal QA data).
What other nickel superalloys does Jiangsu Liangyi supply as forgings?
In addition to Nimonic 80A (UNS N07080 / ASTM B637 Nimonic 80A), Jiangsu Liangyi supplies a full range of nickel superalloy forgings: Nimonic C-263, Nimonic 90, Inconel 718, Inconel 625, Waspaloy, Monel K500, Hastelloy C-22, and A286. See our full materials page for the complete list.
Related Nickel Alloy Forgings
If Nimonic 80A does not fully match your requirements, these alternatives may be worth reviewing:
- Nimonic C-263 (UNS N07263) — better creep strength above 850 °C; higher cobalt content increases cost; good choice for combustion liners and turbine discs in newer high-temperature designs
- Inconel 718 (UNS N07718) — higher room-temperature UTS; better fatigue life; preferred for aeroengine discs and shafts below 700 °C service temperature
- Hastelloy X (UNS N06002) — solid-solution nickel superalloy for combustor and gas-turbine hot-section parts requiring oxidation resistance to ~1,200 °C
- Seamless rolled turbine rings — gas- and steam-turbine rings in nickel and steel grades
- Monel K500 — for marine and chemical environments where corrosion resistance is primary; much lower service temperature
- Hastelloy C-22 (UNS N06022) — outstanding aqueous corrosion resistance; used in chemical processing, FGD, and offshore where the environment, not temperature strength, is the primary design driver
→ View all 40+ alloy grades we supply as forgings
Downloads
- ISO 9001:2015 Certificate (PDF) — certificate No. 4469Q231026026RS (UKAS-accredited)
Nimonic 80A Physical Properties
The following physical properties apply to Nimonic 80A (UNS N07080 / Alloy 80A) in the fully heat-treated condition (solution annealed + stabilised + precipitation hardened). Values are at room temperature unless stated.
| Property | Value | Unit |
|---|---|---|
| Density | 8.19 | g/cm³ |
| Melting range | 1,320 – 1,370 | °C |
| Elastic modulus (Young's modulus) | 221 | GPa |
| Thermal conductivity (20 °C) | 11.2 | W/m·K |
| Thermal conductivity (800 °C) | 21.5 | W/m·K |
| Mean thermal expansion coefficient (20–100 °C) | 12.7 × 10⁻⁶ | /°C |
| Mean thermal expansion coefficient (20–800 °C) | 13.6 × 10⁻⁶ | /°C |
| Specific heat capacity (20 °C) | 448 | J/kg·K |
| Electrical resistivity (20 °C) | 1.22 × 10⁻⁶ | Ω·m |
| Poisson's ratio | 0.29 | — |
Physical property values sourced from published Nimonic alloy datasheets and EN 2904. Properties may vary slightly by heat and heat treatment cycle; consult your specific MTC for material-specific values.
Compliance and Regulatory Standards
Our Nimonic 80A forgings can be supplied to the following standards — specify which you need at quotation stage: ASTM B637 (primary forging standard), AMS 5872 (bars, forgings — Class A VIM/VAR or Class B VIM/ESR), AMS 5766 (rings), EN 2904 (European aerospace). EN 10204 3.1 mill certificates are provided as standard; EN 10204 3.2 / third-party inspection can be arranged on request. We can also work to customer-proprietary material specifications — please include your spec with the RFQ.
Global Supply and Delivery
Jiangsu Liangyi regularly exports Nimonic 80A forgings (UNS N07080 / Alloy 80A / N07080 forged bar / ASTM B637 Nimonic 80A) to customers in the following countries and regions:
| Region | Countries served | Typical freight route |
|---|---|---|
| Europe | Germany, Netherlands, France, UK, Italy, Spain, Sweden, Norway, Poland | Sea freight via Maersk / MSC to Rotterdam or Hamburg; DHL Express for urgent small orders |
| North America | USA, Canada, Mexico | Sea freight to Long Beach / Houston; air freight via FedEx for samples |
| Middle East | Saudi Arabia, UAE, Qatar, Kuwait, Oman | Sea freight to Dammam / Jebel Ali; door-to-door available |
| Asia-Pacific | South Korea, Japan, India, Australia, Singapore, Taiwan | Sea freight; Japan and Korea also available via air for time-critical orders |
| Other | Brazil, South Africa, and 30+ additional countries | Consult us for routing and Incoterms options (EXW, FOB, CIF, DDP available) |
All export documentation — commercial invoice, packing list, certificate of origin, ECCN classification, and MTC — is prepared in-house. We have experience with customs requirements for nickel superalloy imports in the EU, USA, and South Korea.
Request a Quotation for Nimonic 80A Forgings
To receive an accurate quotation, we need: (1) a drawing or dimensional sketch, (2) material specification / standard, (3) quantity and required delivery date, (4) certificate requirements (3.1 / 3.2, inspection body). If you do not have a drawing yet, a description of the part and its application is enough to start a conversation.
We reply within 24 hours on business days.
Contact Jiangsu Liangyi Co., Limited
📧 Inquiry Email: sales@jnmtforgedparts.com
📞 Phone / WhatsApp: +86-13585067993
🌐 Website: www.jnmtforgedparts.com
📍 Address: Chengchang Industry Park, Jiangyin City, Jiangsu Province, China