Age-hardened Inconel 725 forged bars, rings and wellhead components for sour-service oil & gas, supplied to ASTM B805, API 6A/17D, NORSOK M-650 and NACE MR0175 / ISO 15156.
Inconel 725 at a Glance
Common names
Inconel 725, Alloy 725, UNS N07725 ("Inconel" is a trademark of Special Metals Corporation)
Precipitation of the gamma double-prime (γ″) phase during heat treatment — not cold work
Key benefit
The corrosion resistance of Alloy 625 with roughly twice the strength, while keeping high ductility and toughness
Standards
ASTM B805, ASME Code Case 2217, NACE MR0175 / ISO 15156
Typical use
Sour (H₂S) oil & gas wellhead and downhole components, subsea hardware, high-strength marine fasteners
Jiangsu Liangyi forges and machines Inconel 725 (UNS N07725) components to customer drawings for the oil & gas, petrochemical, power generation and marine industries. Based in Jiangyin, Jiangsu Province — about two hours from Shanghai Port — we work from open-die and ring-rolled forgings through to fully heat-treated and finish-machined parts, and we supply the test reports and traceability that critical-service buyers need. This page explains what Alloy 725 is, how it performs, and how it compares with Alloy 625 and 718, so you can confirm it is the right material before requesting a quote.
What Is Inconel 725? (Alloy 725 / UNS N07725)
Inconel 725 is a nickel-based superalloy in the same corrosion family as Alloy 625, but with one important difference: it can be age-hardened. During a controlled heat treatment the alloy precipitates a γ″ phase that raises its yield strength to roughly double that of Alloy 625 in the annealed condition. Because that strength comes from ageing rather than from cold working, even large or irregular forged sections can be strengthened uniformly without sacrificing ductility or toughness.
The chemistry behind this is a balance of high nickel and chromium for resistance in both oxidizing and reducing media, a substantial molybdenum addition for pitting and crevice-corrosion resistance, and niobium and titanium to enable age hardening. The combination also gives Inconel 725 strong resistance to hydrogen embrittlement and stress-corrosion cracking — the reason it is approved under NACE MR0175 for sour gas wells.
Inconel 725 Chemical Composition (wt%)
Nominal composition limits for UNS N07725, consistent with ASTM B805. Iron makes up the balance.
Inconel 725 (UNS N07725) chemical composition, weight percent
Ni
Cr
Mo
Nb
Ti
Al
C
Mn
Si
P
S
Fe
55.0–59.0
19.0–22.5
7.0–9.5
2.75–4.0
1.0–1.7
≤0.35
≤0.03
≤0.35
≤0.20
≤0.015
≤0.010
Balance
Mechanical & Physical Properties
Typical room-temperature tensile properties for hot-finished bar. The age-hardened condition is the one normally specified for structural and sour-service forgings; the annealed values are shown for reference.
Typical room-temperature mechanical properties of Inconel 725
Condition
0.2% Yield Strength
Tensile Strength
Elongation
Hardness
Annealed
≈427 MPa (62 ksi)
≈855 MPa (124 ksi)
≈57%
—
Age-hardened
≈900–917 MPa (131–133 ksi)
≈1241 MPa (180 ksi)
≈30%
≈36 HRC
Representative physical properties (age-hardened): density 8.31 g/cm³; melting range 1271–1343 °C (2320–2449 °F); Young's modulus ≈204 GPa at room temperature; Poisson's ratio 0.31. Values are typical means and vary with section size and thermo-mechanical processing — order-specific certified values are issued on the material test report.
Recommended heat treatment for sour service: solution anneal at ≈1040 °C (1900 °F), then a dual age of 1350 °F/8 h, furnace cool at 100 °F/h to 1150 °F/8 h, air cool.
Inconel 725 vs. 625 vs. 718
The three alloys are often shortlisted together for high-integrity service. The short version: choose 625 when you need corrosion resistance without high strength, 718 when you need high strength but not maximum sour-service corrosion resistance, and 725 when you need both at once.
How Inconel 725 compares with Alloy 625 and Alloy 718
Property
Inconel 725 (N07725)
Inconel 625 (N06625)
Inconel 718 (N07718)
Base system
Ni-Cr-Mo-Nb-Ti
Ni-Cr-Mo-Nb
Ni-Cr-Fe-Nb-Ti (high Fe)
Strengthened by
Age hardening (γ″)
Solid solution
Age hardening (γ″/γ′)
Typical strength
High — ≈2× annealed 625
Moderate (higher only if cold worked)
High
Sour / seawater corrosion
Excellent (≈ same as 625)
Excellent
Good, but lower than 725/625
Best fit
High strength + sour service together
Corrosion-led, lower-stress parts
High strength, less aggressive media
Inconel 725 Forged Products & Shapes
We forge Alloy 725 to your size or drawing, supplied to ASTM B805, API 6A/17D, NORSOK M-650 and NACE MR0175 as the application requires:
The mix of high strength and resistance to H₂S, CO₂ and chlorides makes Alloy 725 a default choice for the most demanding parts of a system:
Oil & gas: wellhead and downhole hardware, hangers, landing nipples, side-pocket mandrels, valve bodies, flanges and BOP components
Subsea: tubing hangers, casing hangers and flow-control bodies for high-pressure, high-chloride service
Power generation: turbine and compressor parts, pump components and pressure-vessel hardware
Petrochemical: heat-exchanger and reactor internals and high-pressure process equipment
Marine: high-strength fasteners and fittings resisting pitting and crevice attack in seawater
How We Make Inconel 725 Forgings
Material starts from double-melted stock to ensure cleanliness and a uniform microstructure. Depending on the specification we source bar and billet produced by:
VIM + VAR (vacuum induction melting followed by vacuum arc remelting)
VIM + ESR (vacuum induction melting followed by electroslag remelting)
AOD + ESR / VAR routes for larger sections
Hot forging is carried out in the 899–1121 °C (1650–2050 °F) range with controlled, uniform reductions to avoid duplex grain structure, followed by the solution anneal and dual-age treatment above. Forgings are then NDT-inspected and finish-machined as required before release.
Watch: Inconel 725 bar being hot-forged in our workshop. Watch on YouTube ↗
Quality Assurance & Testing
Every Inconel 725 forging is inspected against the applicable standard or your technical manual before release:
100% dimensional and visual inspection
Hardness testing and microstructure verification
Magnetic-particle (MT) or liquid-penetrant (PT) examination
Ultrasonic (UT) or radiographic (RT) testing for critical sections
EN 10204 3.1 Material Test Reports as standard
NACE MR0175 / ISO 15156 documentation, plus HIC/SSC data, for sour service
Verified Case Study: Inconel 725 Round Bar for Ball-Valve Stems
The forgings below are from our own production — heat 2321-044, supplied to a European (Spain-based) ball-valve manufacturer who machines them into ball-valve stems for sour-service duty. The bars were forged, solution-treated, aged and machined as Ø30 mm × 3000 mm round bar (80 pieces), from VIM + ESR melted stock with a 4.5:1 forging ratio, and supplied to the API 6A CRA 120 ksi grade per NACE MR0175 / ISO 15156-3. Every figure on this page for this lot comes from our EN 10204 3.1 certificate (No. 02389900) and metallographic report (No. JX23-0329-2).
Finished, machined Ø30 mm Inconel 725 round bar (heat 2321-044) ready for ball-valve stem machining.Liquid dye-penetrant (PT) inspection of the same lot, carried out to ISO 10423 PSL 3 — 100% surface coverage.
Certified results — heat 2321-044
Condition: forged + solution-treated (1044 °C / 2 h, water quench) + aged (738 °C / 8 h, furnace cool to 620 °C, hold 12.5 h). Source: EN 10204 3.1 cert. 02389900; metallographic report JX23-0329-2.
Measured properties vs. requirement (Inconel 725, API 6A CRA 120 ksi, heat 2321-044)
Test
Requirement
Measured (heat 2321-044)
Tensile strength, Rm
≥1034 MPa
1204 MPa
0.2% yield, Rp0.2
827–1034 MPa
915 MPa
Elongation, A
≥20%
32.5%
Reduction of area, Z
≥35%
48.0%
Hardness
32–43 HRC
38 HRC
Charpy V-notch @ −60 °C
≥54 J
65 / 62 / 65 J
Grain size (ASTM E112)
≥ grade 2, no duplex
Grade 2.0, no duplex
Certified chemical analysis — heat 2321-044
Ladle analysis from the EN 10204 3.1 certificate, against the UNS N07725 specification limits. Iron is the balance.
Heat 2321-044 actual chemistry vs. UNS N07725 limits (wt%)
Element
C
Si
Mn
P
S
Cr
Ni
Mo
Nb
Ti
Al
Fe
Spec
≤0.03
≤0.20
≤0.35
≤0.015
≤0.010
19.0–22.5
55.0–59.0
7.0–9.5
2.75–4.0
1.0–1.7
≤0.35
Bal.
Actual
0.017
0.07
0.03
0.004
0.008
20.5
56.7
8.21
3.43
1.41
0.16
Bal.
Macro examination (transverse & longitudinal)
Low-power macro-structure examination per ASTM A604 / API 6A CRA. All segregation categories were rated grade A — the cleanest classification — with no ordinary, centre or ingot-shape porosity and no other defects.
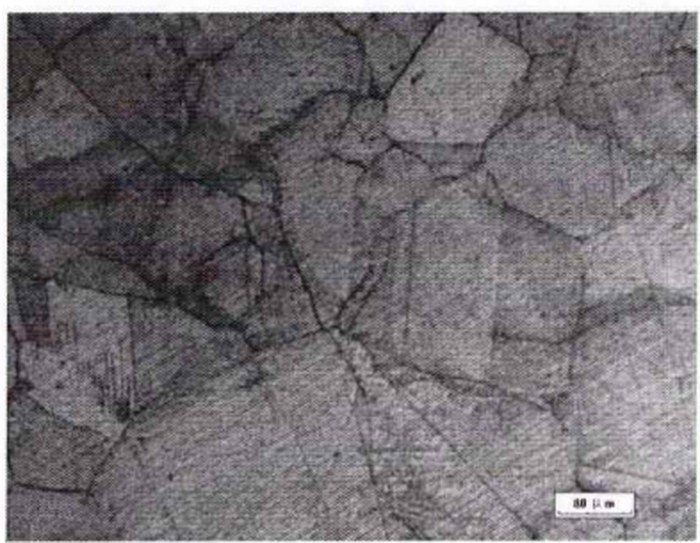
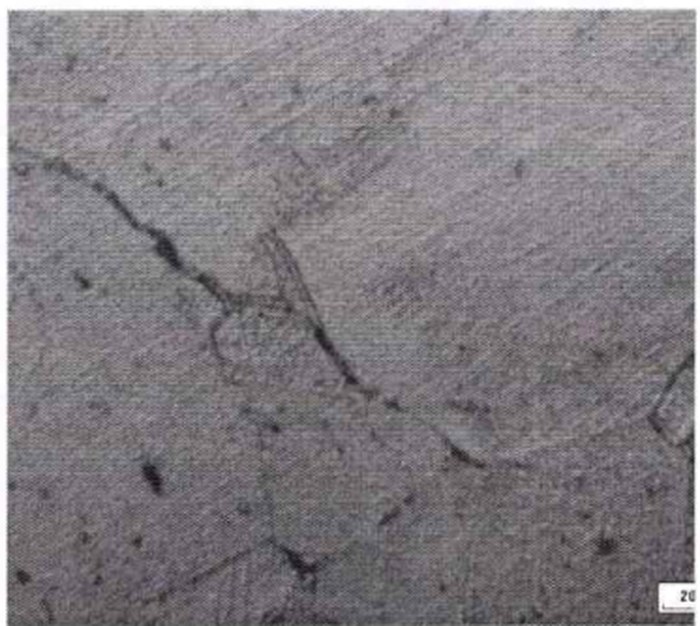
Macro cross-section (transverse), heat 2321-044 — sound, free of porosity and segregation.Microstructure at 100× — uniform grains, ASTM grain size grade 2.0, no duplex structure.Microstructure at 500× — clean grain boundaries, free of Laves and acicular delta phase.
Microstructure assessed at the surface, ¼-diameter and ½-diameter locations, oriented along the grain flow, per ASTM E112 / ASTM E1181 / API 6A CRA, using an optical microscope at 100× and 500×. At every location the grain size was ASTM grade 2.0 with no topological duplex grain. The microstructure was free of Laves phase, free of continuous grain-boundary networks of secondary phases, and free of acicular delta (δ) phase — no individual grain was surrounded by acicular delta phase. This is the clean, fully solution-treated and aged condition required for reliable sour-service performance.
Non-destructive testing — 100% pass
NDT and acceptance, heat 2321-044
Method
Standard / acceptance
Result
Visual testing (VT)
100% surface coverage; free of laps, cold shuts, cracks, porosity, slag and scale
Pass
Liquid dye-penetrant (PT)
ISO 10423 PSL 3
Pass
Ultrasonic (UT)
API 6A / ISO 10423 PSL 3; 3.2 mm FBH reference
Pass
Heat treatment was carried out as a solution treatment at 1044 °C for 2 h with water cooling, followed by ageing at 738 °C for 8 h with furnace cooling to 620 °C and a 12.5 h hold. The QTC test sample was taken from the ¼-thickness envelope of the thickest section. Full melting, forging, heat-treatment and NDT records travel with every batch under the heat number, so the data above is traceable end-to-end.
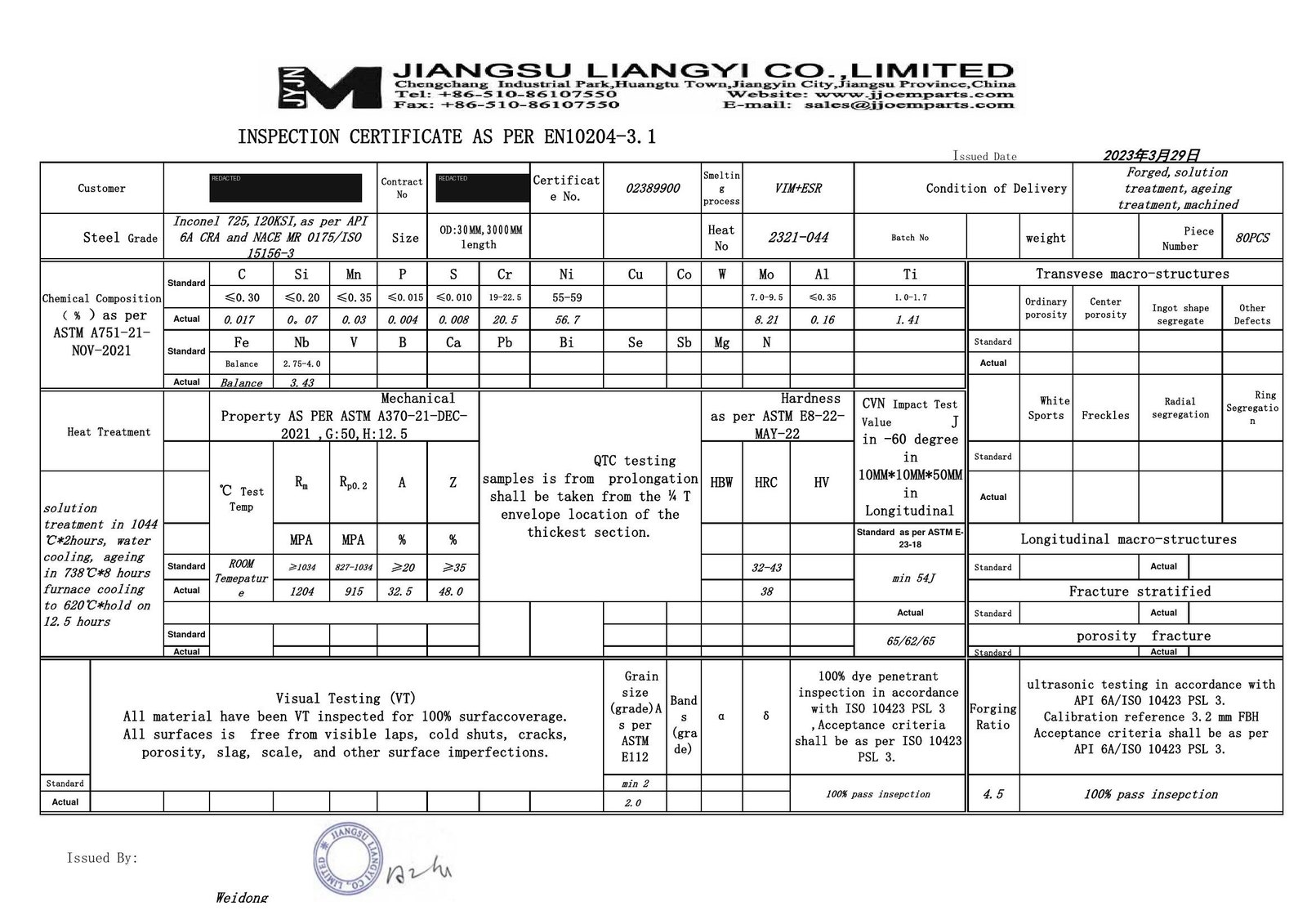
The inspection certificate (EN 10204 3.1)
Our EN 10204 3.1 inspection certificate for heat 2321-044 (certificate No. 02389900). The customer name and contract number are redacted for confidentiality; every chemical, mechanical and NDT value listed above is taken directly from this document.
Why Buy Inconel 725 Forgings From Jiangsu Liangyi
Forging to your drawing — sizes and geometries built to your specification, not catalogue limits
Full heat-number traceability from melt through forging, heat treatment and NDT
EN 10204 3.1 certification as standard, with NACE MR0175 / ISO 15156 and third-party inspection (BV, SGS, TUV) on request
ISO 9001 quality system, with parts produced to API 6A/17D for subsea and wellhead equipment
Competitive factory pricing and reliable, on-time global delivery from a port-adjacent location
Industries We Serve
Oil & Gas
Petrochemical
Power Generation
Marine Engineering
Aerospace
Mining Equipment
Frequently Asked Questions
What heat-treatment condition do you supply Inconel 725 in, and why?
For structural and sour-service forgings we supply Inconel 725 solution-treated and dual-aged. On a typical lot (heat 2321-044) this was a solution treatment at 1044 °C / 2 h with water cooling, then ageing at 738 °C / 8 h, furnace-cooled to 620 °C and held 12.5 h. The two-step age controls precipitation of the strengthening γ″ phase so the alloy reaches its 120 ksi yield grade while keeping a clean grain boundary — important for sulfide-stress-cracking resistance. We can also supply solution-annealed (un-aged) material if you intend to age after machining.
Is age-hardened Inconel 725 still compliant with NACE MR0175 / ISO 15156?
Yes. Unlike cold-worked CRAs, Inconel 725 develops its strength through ageing, not cold work, so it stays within the hardness limits of ISO 15156-3 and retains its sulfide-stress-cracking resistance. On heat 2321-044 the aged bar measured 38 HRC with 915 MPa yield — high strength while remaining inside the qualified envelope. This is the key reason 725 is specified for downhole and wellhead parts where a cold-worked alloy of equal strength could fail SSC testing.
How do you prevent delta-phase and Laves-phase in the forgings?
Harmful phases are controlled at two stages. During forging we work in the 899–1121 °C range with uniform reductions (forging ratio 4.5:1 on the case-study lot) to avoid duplex grain structure; then the solution + dual-age cycle dissolves and re-precipitates phases in a controlled way. We verify the result by metallography: heat 2321-044 showed ASTM grain size 2.0 with no topological duplex grain, and was free of Laves phase and acicular delta (δ) phase — exactly the microstructure required for reliable sour service.
Inconel 725 or 718 for sour service — which should I choose?
Both are age-hardenable, but they target different problems. Inconel 725 carries higher chromium (≈19–22.5%) and molybdenum (≈7–9.5%) with low iron, giving it essentially the corrosion resistance of Alloy 625 — strong against H₂S, CO₂, chlorides and seawater pitting. Inconel 718 is iron-rich and was developed primarily for high-temperature strength; its corrosion resistance in aggressive sour/brine environments is lower. For downhole and subsea sour service choose 725; for high-temperature structural strength where corrosion is mild, 718 is the more economical pick.
Why specify a forging instead of machining from bar stock?
Forging produces continuous grain flow that follows the part shape, closing porosity and giving higher, more consistent through-thickness properties than bar that is simply machined to size. With a controlled forging ratio (4.5:1 on our case-study lot) you get the soundness and directional toughness that API 6A and subsea components demand. We confirm internal soundness by ultrasonic testing to API 6A / ISO 10423 PSL 3.
Can Inconel 725 be welded?
Yes. GTAW and GMAW are the preferred processes, normally using a matching 725-type filler; submerged-arc and shielded-metal-arc welding are not recommended. For best properties the part should be welded in the solution-annealed condition, then given a full solution + age treatment after welding so the weld and base metal develop matching strength and corrosion resistance. We can advise on weld procedure and post-weld heat treatment for your specific joint.
What sizes and forms can you produce, and what is the MOQ and lead time?
We forge round, square, flat and rectangular bar, seamless rolled rings, discs, hollows and near-net custom shapes to your drawing. There is no fixed MOQ — orders start from a single piece, with better pricing above 50 kg. Standard bars and rings typically ship in 7–15 working days; custom forgings run 15–30 working days depending on geometry, quantity and heat-treatment requirements, with expedited options for urgent projects.
What certification, testing and traceability is included?
Every batch ships with an EN 10204 3.1 Material Test Report and full heat-number traceability from melting through forging, heat treatment and NDT. Standard testing covers chemistry, tensile, hardness, Charpy impact (including low-temperature), grain size and macro/microstructure, plus VT, PT and UT to API 6A / ISO 10423 PSL 3. NACE MR0175 / ISO 15156 documentation, HIC/SSC data and third-party inspection (BV, SGS, TUV) are available on request.
Need a quote on Inconel 725 forgings? Send us your drawing, grade and quantity, and we'll come back with pricing, lead time and the certification you require.
Indicative price: USD 20–40 per kg, depending on your drawing, dimensions and quantity.