About Our 1.4418 (X4CrNiMo16-5-1) Forging Facility in Jiangyin
Jiangsu Liangyi Co., Limited is a professional 1.4418 (X4CrNiMo16-5-1) forging parts manufacturer located in Jiangyin City, Jiangsu Province, China – China’s premier industrial forging cluster. Established in 1997, our ISO 9001:2015 certified factory covers 80,000㎡ with 40 million USD in fixed assets, we have delivered cost-effective, high-quality X4CrNiMo16-5-1 stainless steel forgings to clients across Asia, Europe, North America, the Middle East, and Oceania.
Our company is close to Shanghai Port (only 150km away) so that we can provide fast, reliable shipping to any international ports clients need .. We control the entire production chain from steel melting to final inspection, and our main products include 1.4418 seamless rolled rings, round bars, valve parts, turbine parts, and pump parts ranging from 30kg to 30,000kg with an annual capacity of 120,000 tons.
High-quality 1.4418 (X4CrNiMo16-5-1) QT900 forged round bars produced at our Jiangyin, Jiangsu factory
Available 1.4418 (X4CrNiMo16-5-1) Forged Product Shapes & Dimensions
We make a full range of X4CrNiMo16-5-1 forged steel products in different shapes and sizes to meet your specific industrial requirements. All our 1.4418 open die forgings can be supplied in rough machined, semi-finished, or fully finished condition according to your drawings and technical specifications:
- Forged Bars & Rods: Round bars (up to 2000mm diameter), square bars, flat bars, rectangular bars, and hollow bars
- Seamless Rolled Rings: Custom forged rings that are up to 6 meters in diameter and 30 tons in weight
- Hollow Components: Hubs, housings, shells, sleeves, bushings, cases, and hollow bars
- Discs & Plates: Forged discs, disks, blocks, and plates are up to 2000mm diameter
- Pipes & Tubes: Seamless forged pipes, tubes, tubings, shells, casings, and barrels
- Shafts & Spindles: Step shafts, gear shafts, turbine shafts, and valve spindles are up to 15 meters long
- Custom Components: Flanges, gears, tube sheets, baffle plates, and other custom forged parts

Large diameter X4CrNiMo16-5-1 seamless rolled forged steel rings for critical industrial applications
1.4418 (X4CrNiMo16-5-1) Material Properties & Advantages
1.4418 (also known as X4CrNiMo16-5-1 or S165M) is a high-strength low-carbon martensitic or austenitic stainless steel. These forged parts combine excellent mechanical properties with good corrosion resistance and weldability, so that it is well suited to extreme industrial conditions where reliability and performance are important.
Main Material Advantages Over Conventional Stainless Steels
- It has higher tensile strength (760-1100 MPa in QT900 condition) compared to 304/316 stainless steels
- Excellent fatigue resistance for rotating and cyclic load applications
- Great weldability with properties maintained after welding, unlike many high-strength alloys
- Good resistance to slightly corrosive environments including mild acids, salt water, and industrial atmospheres
- Two tensile strength levels available: QT760 and QT900 (industry standard for most applications)
- Good toughness at both room and moderately elevated temperatures
- Excellent machinability compared to other high-strength stainless steels
1.4418 vs Other Common Stainless Steels
| Property | 1.4418 (X4CrNiMo16-5-1) | 316 Stainless Steel | 410 Stainless Steel |
|---|---|---|---|
| Tensile Strength (MPa) | 760-1100 | 485-655 | 450-650 |
| Yield Strength (MPa) | 550-700 | 205-290 | 275-415 |
| Elongation (%) | 14-16 | 30-40 | 20-25 |
| Corrosion Resistance | Good | Excellent | Fair |
| Weldability | Excellent | Excellent | Fair |
| Cost | Medium-High | High | Medium |
Chemical Composition (%)
| Element | Content Range |
|---|---|
| Iron (Fe) | 73.2 - 80.2 |
| Chromium (Cr) | 15.0 - 17.0 |
| Nickel (Ni) | 4.0 - 6.0 |
| Molybdenum (Mo) | 0.8 - 1.5 |
| Manganese (Mn) | 0 - 1.5 |
| Silicon (Si) | 0 - 0.7 |
| Carbon (C) | 0 - 0.060 |
| Phosphorus (P) | 0 - 0.040 |
| Nitrogen (N) | 0 - 0.020 |
| Sulfur (S) | 0 - 0.015 |
Mechanical Properties (QT900 Condition)
| Property | Value |
|---|---|
| Tensile Strength (Rm) | 760 - 1100 MPa |
| 0.2% Proof Strength (Rp0.2) | 550 - 700 MPa |
| Elongation (Longitudinal) | Minimum 16% |
| Elongation (Transverse) | Minimum 14% |
| Brinell Hardness (Annealed) | 320 HB |
| Impact Toughness (Charpy V) | Minimum 40 J at room temperature |
Mechanical Properties Comparison: QT760 vs QT900 (EN 10088-3)
1.4418 (X4CrNiMo16-5-1) is used in two heat treatment conditions.QT760 is well suited to less demanding applications where cost is a primary consideration.; QT900 is the industry standard for high-load rotating and valve parts. Both conditions can be supplied by Jiangsu Liangyi with full EN 10204 3.1 or 3.2 certification.
| Property | QT760 Condition | QT900 Condition | Test Standard |
|---|---|---|---|
| Tensile Strength Rm (MPa) | 760 – 960 | 900 – 1,100 | EN ISO 6892-1 |
| 0.2% Proof Strength Rp0.2 (MPa) | ≥ 550 | ≥ 700 | EN ISO 6892-1 |
| Elongation A (longitudinal, %) | ≥ 18 | ≥ 16 | EN ISO 6892-1 |
| Elongation A (transverse, %) | ≥ 15 | ≥ 14 | EN ISO 6892-1 |
| Reduction of Area Z (longitudinal, %) | ≥ 55 | ≥ 50 | EN ISO 6892-1 |
| Charpy V-notch Impact (J, longitudinal) | ≥ 50 at +20°C | ≥ 40 at +20°C | EN ISO 148-1 |
| Hardness (HB) | 220 – 290 HB | 270 – 320 HB | EN ISO 6506-1 |
| Typical Application | General pump/compressor shafts, structural components | Valve stems, turbine parts, downhole tools, cryogenic components | — |
Physical & Thermal Properties of 1.4418 (X4CrNiMo16-5-1)
The following physical properties are important for finite element analysis (FEA), thermal management design, and machining parameter calculations. All values are measured at room temperature unless otherwise stated.
| Property | Value | Unit | Test Condition |
|---|---|---|---|
| Density (ρ) | 7.70 | g/cm³ | 20°C |
| Elastic Modulus (E) | 200 | GPa | 20°C |
| Shear Modulus (G) | 77 | GPa | 20°C |
| Poisson's Ratio (ν) | 0.29 | — | 20°C |
| Thermal Conductivity (λ) | 15.1 | W/(m·K) | 20°C |
| Specific Heat Capacity (cp) | 460 | J/(kg·K) | 20°C |
| Mean Thermal Expansion Coefficient (α) | 10.2 × 10⁻⁶ | K⁻¹ | 20–200°C |
| Mean Thermal Expansion Coefficient (α) | 10.8 × 10⁻⁶ | K⁻¹ | 20–300°C |
| Electrical Resistivity (ρ) | 0.70 | μΩ·m | 20°C |
| Magnetic Permeability | Slightly magnetic (martensitic phase) | — | — |
| Max. Service Temperature (continuous) | 350 | °C | Continuous load |
Pitting Resistance Equivalent Number (PREN) of 1.4418
The Pitting Resistance Equivalent Number (PREN) is the main index used by engineers to evaluate the chloride pitting corrosion resistance of stainless steel. It is calculated using the formula: PREN = %Cr + 3.3 × %Mo + 16 × %N.
| Parameter | Typical Value for 1.4418 | Contribution to PREN |
|---|---|---|
| Chromium (Cr, %) | 16.0 | 16.0 |
| Molybdenum (Mo, %) | 1.2 | + 3.3 × 1.2 = 3.96 |
| Nitrogen (N, %) | 0.015 | + 16 × 0.015 = 0.24 |
| Calculated PREN | ≈ 20.2 (typical; range 18–22 depending on heat chemistry) | |
Practical Guidance: A PREN of 20–22 places 1.4418 above standard martensitic grades (410/420, PREN ≈ 12–14) and most precipitation-hardening steels. It is well suited to mildly aggressive chloride environments including seawater splash zones, brackish water, and industrial cooling water. For immersed seawater service (continuous), duplex grades (2205, PREN ≈ 34) or super-duplex (2507, PREN ≈ 43) should be considered. Jiangsu Liangyi can supply 1.4418 heats with verified PREN ≥ 20 by chemistry certification on request.
1.4418 (X4CrNiMo16-5-1) Grade Equivalents & Comparison with Similar High-Strength Stainless Steels
Engineers frequently search for alternative grades when 1.4418 is not available or when comparing options. The table below compares 1.4418 with the most commonly considered alternatives — 17-4PH (1.4542), 15-5PH, 13-8Mo (1.4534), and duplex 2205 (1.4462) — across the properties that matter most for forging applications.
| Property | 1.4418 (X4CrNiMo16-5-1) | 17-4PH (1.4542) | 15-5PH (1.4540) | 13-8Mo (1.4534) | Duplex 2205 (1.4462) |
|---|---|---|---|---|---|
| UNS / EN Number | 1.4418 / S165M | 1.4542 / S17400 | 1.4540 / S15500 | 1.4534 / S13800 | 1.4462 / S31803 |
| Microstructure | Martensitic / Austenitic | Precipitation-hardening martensitic | Precipitation-hardening martensitic | Precipitation-hardening martensitic | Duplex (austenitic + ferritic) |
| Tensile Strength (MPa) | 760 – 1,100 | 930 – 1,310 | 930 – 1,310 | 1,030 – 1,380 | 620 – 880 |
| 0.2% Yield Strength (MPa) | 550 – 700 | 724 – 1,170 | 724 – 1,170 | 1,000 – 1,310 | 450 – 620 |
| Charpy Impact Toughness | Good (40–80 J) | Moderate (27–40 J) | Moderate (27–54 J) | Good (34–68 J) | Excellent (100+ J) |
| Weldability | Excellent | Good (PWHT recommended) | Good (PWHT recommended) | Good (PWHT required) | Good |
| PREN (Corrosion Resistance) | ≈ 20 | ≈ 16 | ≈ 17 | ≈ 21 | ≈ 34 |
| Hardening Mechanism | Quench & Temper (Q+T) | Precipitation (Cu-rich phase) | Precipitation (Cu-rich phase) | Precipitation (β-NiAl phase) | Solution anneal only |
| Typical Forging Temp (°C) | 950 – 1,150 | 950 – 1,150 | 950 – 1,150 | 950 – 1,150 | 1,000 – 1,200 |
| Max Service Temp (°C) | 350 | 316 (H900) / 480 (H1150) | 316 (H900) | 370 | 300 |
| Relative Material Cost | Medium | Medium-High | Medium-High | High | Medium-High |
| Best For | Valves, turbines, pumps, downhole — balanced strength + weldability | Aerospace, oil & gas — very high strength, moderate toughness | Aerospace, valve bodies — similar to 17-4PH, better toughness | Aerospace, defense — ultra-high strength, excellent toughness | Chemical processing, offshore — superior corrosion resistance |
Selection Guidance: Choose 1.4418 when you need a balance of high strength (≥760 MPa), reliable weldability without mandatory post-weld heat treatment, and moderate corrosion resistance at a competitive cost. If tensile strength exceeding 1,100 MPa is needed, consider 17-4PH H900 or 13-8Mo. If chloride corrosion resistance is the primary concern (PREN > 30), duplex 2205 or super-duplex 2507 is the right choice. Jiangsu Liangyi make forgings in all of these grades — contact us to discuss the optimal material for your application.
Precision Heat Treatment Process for 1.4418 Forgings
Our 1.4418 forged parts have mechanical properties after computer-controlled heat treatment .Our experienced metallurgists strictly monitor every step of the process to make sure every part has consistent quality:
- Annealing: 600-650°C (1112-1200°F) with controlled slow cooling to relieve internal stresses
- Hardening: 950-1050°C (1740-1920°F) with oil or polymer quench for consistent hardness
- Tempering: 550-620°C (1025-1145°F) for 8 hours to get QT900 properties
Critical Quality Note: This alloy may experience temper embrittlement if it is tempered at 450-550°C (785-1022°F) or slow cooled through this temperature range. Our advanced heat treatment furnaces with temperature control and rapid cooling systems can eliminate this risk, making sure all of the 1.4418 stainless steel forgings meet the highest quality standards.
1.4418 Forging Route — From Melt to Finished Part
We run the full chain in-house: EAF melting with LF + VOD refining (and ESR when a project needs maximum cleanliness for fatigue-critical 1.4418 parts), open-die forging on 2,000–6,300-ton presses and 1–5-ton hammers, seamless ring rolling up to 5 m, controlled quench-and-temper, machining, NDE and certification. For 1.4418 specifically, the two steps that decide whether a soft-martensitic part performs are melt-chemistry balance (to limit retained δ-ferrite) and quench-and-temper control (to stay clear of the temper-embrittlement window) — both detailed in the metallurgy section below, with verified results from a real project.
Where 1.4418 (X4CrNiMo16-5-1) Forgings Are the Right Choice
1.4418 earns its place wherever a part must be strong, tough, weldable and moderately corrosion-resistant at the same time — the combination that austenitic 304/316 (not strong enough), 13Cr martensitics such as 410/420 (less tough, less corrosion-resistant) and the PH grades (less weldable) each miss. In practice that points to highly stressed rotating and pressure-containing parts in mildly corrosive service. The part families below are the ones we forge most often in this grade.
Rotating parts — its strongest fit
- Decanter-centrifuge bowl bodies, bowl bottoms and closing rings — high cyclic hoop stress in a wet, mildly corrosive process; the exact part family in our documented Brazil project below.
- Pump and compressor shafts, sleeves and impellers — fatigue resistance combined with weldable repairability.
- Marine / offshore shafting and components — where 13Cr grades corrode and full austenitics lack strength.
Valves & flow control
- Valve stems, spindles, balls, seats and closures, including cryogenic butterfly-valve shafts for LNG — 1.4418 keeps good toughness down to low temperature, especially in ESR quality.
- Ultrasonic flow-meter bodies and metering-valve spools.
Oil & gas and power generation
- Downhole drive shafts (mud-motor / ESP) and wellhead components — check the sour-service delivery limits below before specifying for H₂S exposure.
- Turbine and reactor-coolant-pump parts where a weldable, tough soft-martensitic structure is preferred over higher-carbon martensitics.
When 1.4418 is not the right grade: for continuous seawater immersion or high-chloride streams, choose duplex 2205 / super-duplex 2507 (PREN ≈ 34–43 vs ≈ 20); for peak strength above ~1,100 MPa, choose 17-4PH H900 or 13-8Mo; for sustained service above 350 °C, choose a creep-resistant grade. We say so at the quotation stage rather than sell you the wrong material.
Project reference: documented 1.4418 centrifuge bowl & closing-ring delivery to a Brazilian centrifuge manufacturer (full certificate and third-party data below), plus repeat supply of 1.4418 valve and pump components to customers in Europe and the Middle East.
How We Help You Select 1.4418 (X4CrNiMo16-5-1) — and How We Control Quality
1.4418 / X4CrNiMo16-5-1 is a low-carbon, 16Cr-5Ni-Mo soft-martensitic stainless steel. The low carbon (≤0.03%) plus nickel gives it a tough, weldable martensitic structure with higher strength than austenitic grades and better corrosion resistance and toughness than the 13% Cr martensitics. That combination is exactly why it is chosen for highly stressed, mildly corrosive rotating parts such as decanter-centrifuge bowls, pump and compressor shafts, and marine / offshore components.
1.4418 vs 1.4313 (F6NM), 17-4PH and 431
| Property | 1.4418 / X4CrNiMo16-5-1 | 1.4313 (F6NM) 13Cr-4Ni | 17-4PH | 431 (1.4057) |
|---|---|---|---|---|
| Type | Low-C soft-martensitic 16Cr-5Ni-Mo | Low-C soft-martensitic 13Cr-4Ni | Precipitation-hardening 15-17Cr-4Ni-Cu | Martensitic 16Cr-2Ni (higher C) |
| Chromium / Mo | 15–17% Cr + ~1% Mo | ~13% Cr + Mo | 15–17% Cr + Cu, Nb | ~16% Cr, no Mo |
| Corrosion resistance | Good (Mo + N); better than 13Cr & 431 | Moderate | Good | Lower (no Mo) |
| Toughness | High (low C) | Very high | Moderate–high (condition dependent) | Lower (higher C) |
| Weldability | Good (low C) | Good | Fair | Poor |
| Typical strength (Rm) | 900–1050 MPa (QT) | ~760–960 MPa | up to ~1100–1300 MPa (aged) | ~800–1000 MPa |
| Best for | Centrifuge bowls, pump/compressor shafts, marine | Hydro-turbine runners, pump casings | Peak strength/hardness shafts & fittings | Hardware, low-corrosion shafts |
- vs 1.4313 / F6NM: both are tough, weldable soft-martensitics; choose 1.4418 when you need more corrosion resistance and higher strength (its extra Cr, Mo and N), and 1.4313 when toughness and cost matter more (e.g. hydro-turbine runners).
- vs 17-4PH / 15-5PH: the PH grades reach higher peak strength by age-hardening, but 1.4418 offers better toughness and weldability and is supplied ready in the quenched-and-tempered condition. Choose PH for maximum strength/hardness; choose 1.4418 for the strength–toughness–weldability balance in large shafts and bowls.
- vs 431 (1.4057): 431 is a higher-carbon martensitic — harder but far less tough, poorly weldable and less corrosion-resistant (no Mo). 1.4418 is the tougher, weldable, more corrosion-resistant choice for rotating parts.
Common Failure Modes We Control For
Reliability of a soft-martensitic part comes down to controlling a few metallurgical risks — each one recorded on the certificate and third-party reports for the project below:
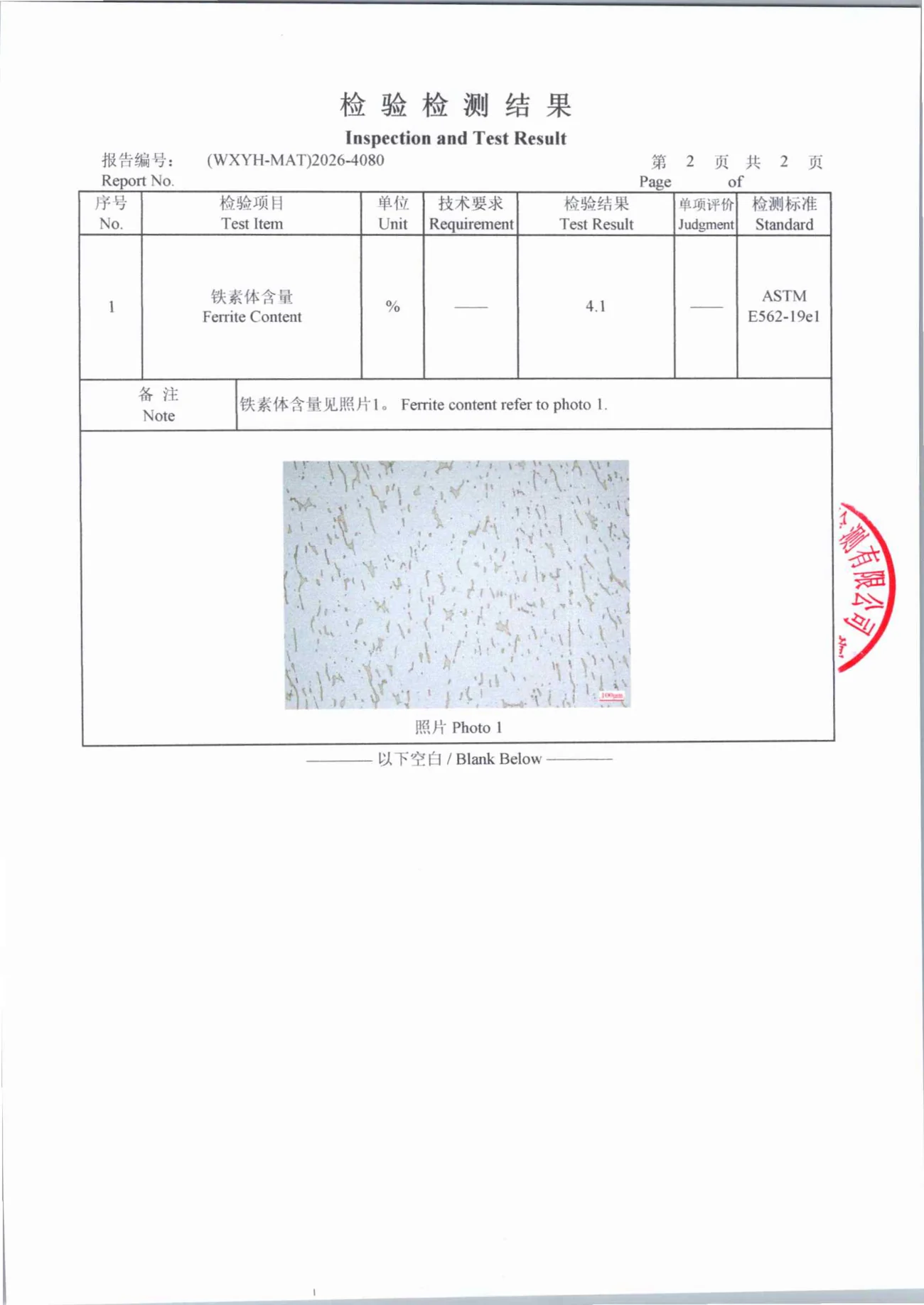
- Excess delta-ferrite: an unbalanced chromium equivalent leaves retained δ-ferrite that lowers toughness and fatigue life; we hold it below the limit (project result: 4.1%, customer limit ≤5% per ASTM E562).
- Under-tempered or untempered martensite: a wrong temper leaves the part brittle; our quench (980 °C) and temper (570 °C) cycle produces tough low-carbon martensite (project Charpy-V 138/120/114 J, transverse).
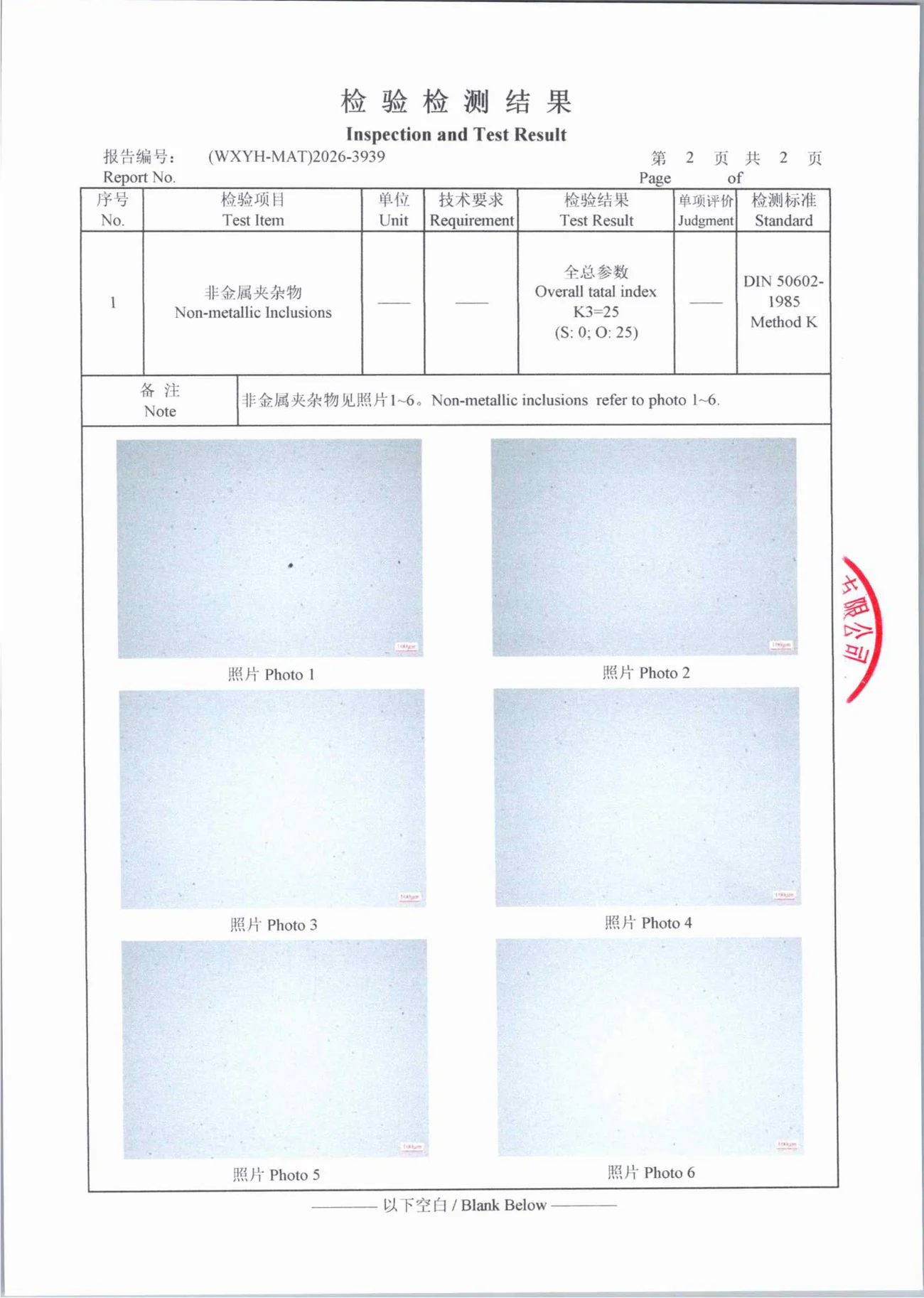
- Non-metallic inclusions: fatigue-crack initiation sites; clean steelmaking keeps them low (project: DIN 50602 Method K, K3 = 25, accredited third-party).
- Sensitisation: the very low carbon (0.024%) avoids chromium-carbide sensitisation that can affect higher-carbon martensitics.
- Hydrogen / sour-service embrittlement: for demanding service we control the strength level and tempering so the steel keeps a safe hardness/toughness margin.
How We Control Delta-Ferrite and Tough Soft-Martensite (Process Capability)
- Balanced melt chemistry (Cr-equivalent vs Ni-equivalent): δ-ferrite is driven by the balance of ferrite-formers (Cr, Mo) against austenite-formers (Ni, N, C); we hold the composition so the structure transforms fully to martensite with minimal retained δ-ferrite (project: 4.1%).
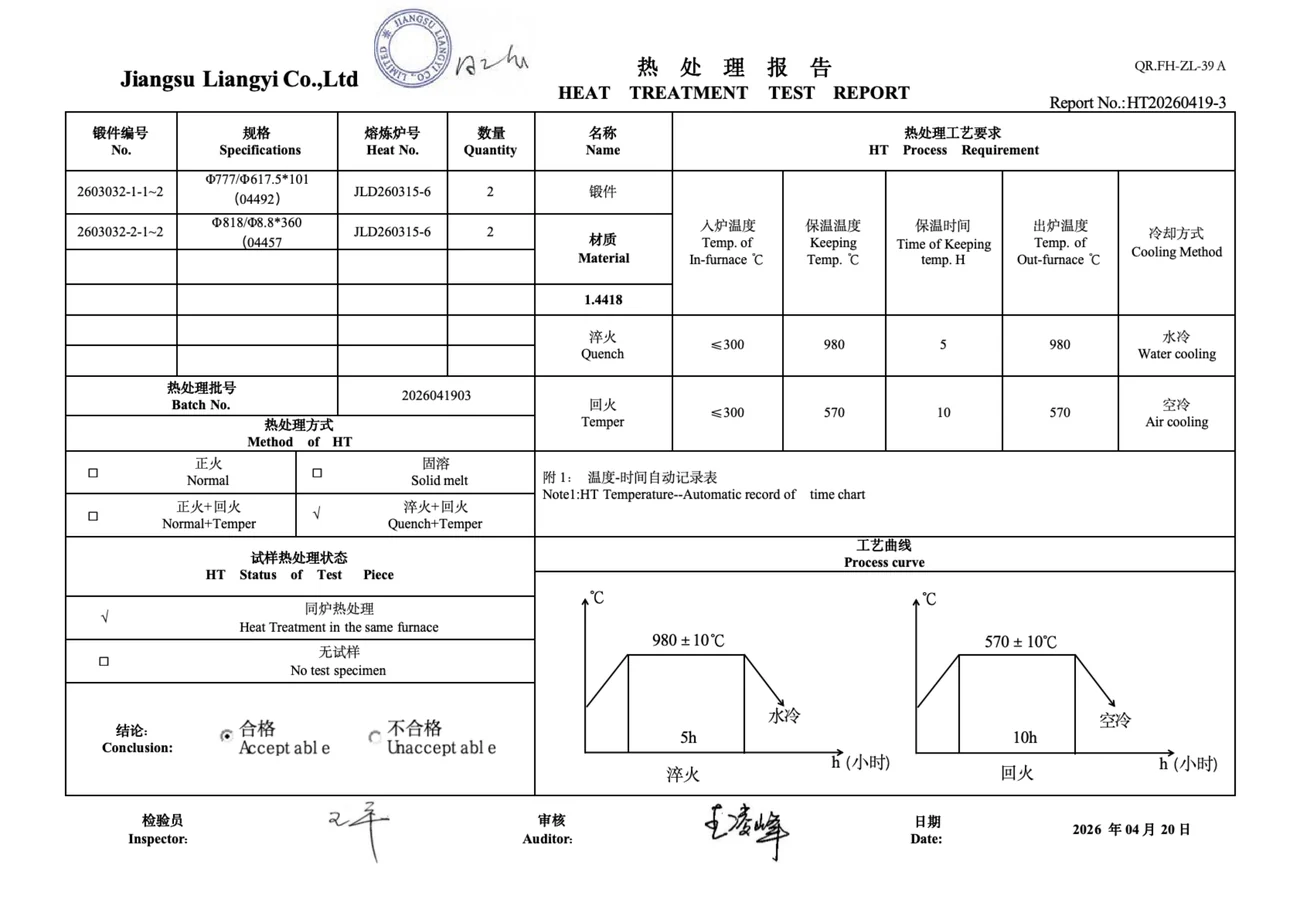
- Controlled quench-and-temper: quench from 980 °C (water) and temper at 570 °C (air), recorded on a chart-recorder trace, give the strength-with-toughness balance the QT condition requires (project: Rm 973 / Rp0.2 920 MPa, A 22%, Z 69%).
- Verification: 100% ultrasonic to EN 10228-3 Class 2 (CTS-9008 PLUS), penetrant testing, and accredited third-party CNAS/CMA reports for high-temperature tensile, ferrite and inclusions.
Section Size & Wall Thickness vs Delivered Properties
Because 1.4418 develops its strength by through-hardening during quench, the ruling section (the thickest part of the forging) decides how uniform the delivered properties are. Customers specifying large bowls, rings or heavy shafts should plan for this rather than read a single bar figure off a datasheet:
| Ruling section | Quench behaviour | Typical delivered QT900 | What we do |
|---|---|---|---|
| ≤ 100 mm | Hardens through readily | Rm 950–1,050 MPa; surface-to-core hardness spread ≤ 1–2 HRC | Standard water / polymer quench + temper |
| 100–250 mm | Core cools slower; mild gradient | Rm 900–1,000 MPa; core toughness slightly below surface | Optimised quench agitation; test pieces taken at mid-radius / core |
| > 250 mm (heavy rings, bowls) | Risk of incomplete transformation / retained δ-ferrite in the core | Properties specified at the controlling location, not the surface | Tighter melt-chemistry balance, prolongation / test-ring sampling, optional sub-zero step |
For this reason we agree the test-piece location (surface, ½-radius, or core) and the qualifying section with you before forging, and report mechanicals from that location — not a convenient thin coupon. This is the most common cause of “passed at the mill, failed at incoming inspection” disputes on heavy soft-martensitic forgings, and it is avoidable.
Sour-Service (NACE MR0175 / ISO 15156) Delivery Conditions
For wellhead, downhole and other H₂S-exposed oil & gas parts, the usable strength is capped by sulphide-stress-cracking (SSC) resistance, not by what the alloy can reach. 1.4418 supplied for sour service is therefore delivered to a controlled hardness ceiling, typically ≤ 22 HRC, in line with NACE MR0175 / ISO 15156 limits for low-carbon martensitic / soft-martensitic stainless steels:
- Hardness: 100% hardness survey against a hard cap (e.g. ≤ 22 HRC), not just a batch average — local hard spots are what initiate SSC.
- Tempering: a high-temper QT condition selected to meet the hardness cap while preserving toughness; double tempering on request.
- Microstructure: fully tempered martensite with δ-ferrite controlled, since untempered martensite and ferrite stringers both lower SSC resistance.
- Documentation: NACE-compliant hardness mapping reported on the EN 10204 3.1 / 3.2 certificate; third-party witness available.
If your line class or end-user specification calls out MR0175, tell us at enquiry stage so we set the temper and hardness targets from the start rather than re-treating finished parts.
Related grades we forge: 1.4313 (F6NM) · A182 F6NM · 17-4PH · 15-5PH · Custom 450 · 1.4594
Selection and metallurgical review by Liu Mingru, Senior Metallurgical Engineer (Zhejiang University), Jiangsu Liangyi Co., Limited — LinkedIn.
Real Delivery Case: 1.4418 / X4CrNiMo16-5-1 Forged Centrifuge Parts (Brazil)
This is a real, verifiable 1.4418 / X4CrNiMo16-5-1 project from our production records. Customer-identifying information has been redacted under NDA; the material, inspection and third-party test data are shown exactly as recorded on the original documents.
Forged Centrifuge Bowl & Closing Ring — 1.4418 (X4CrNiMo16-5-1)
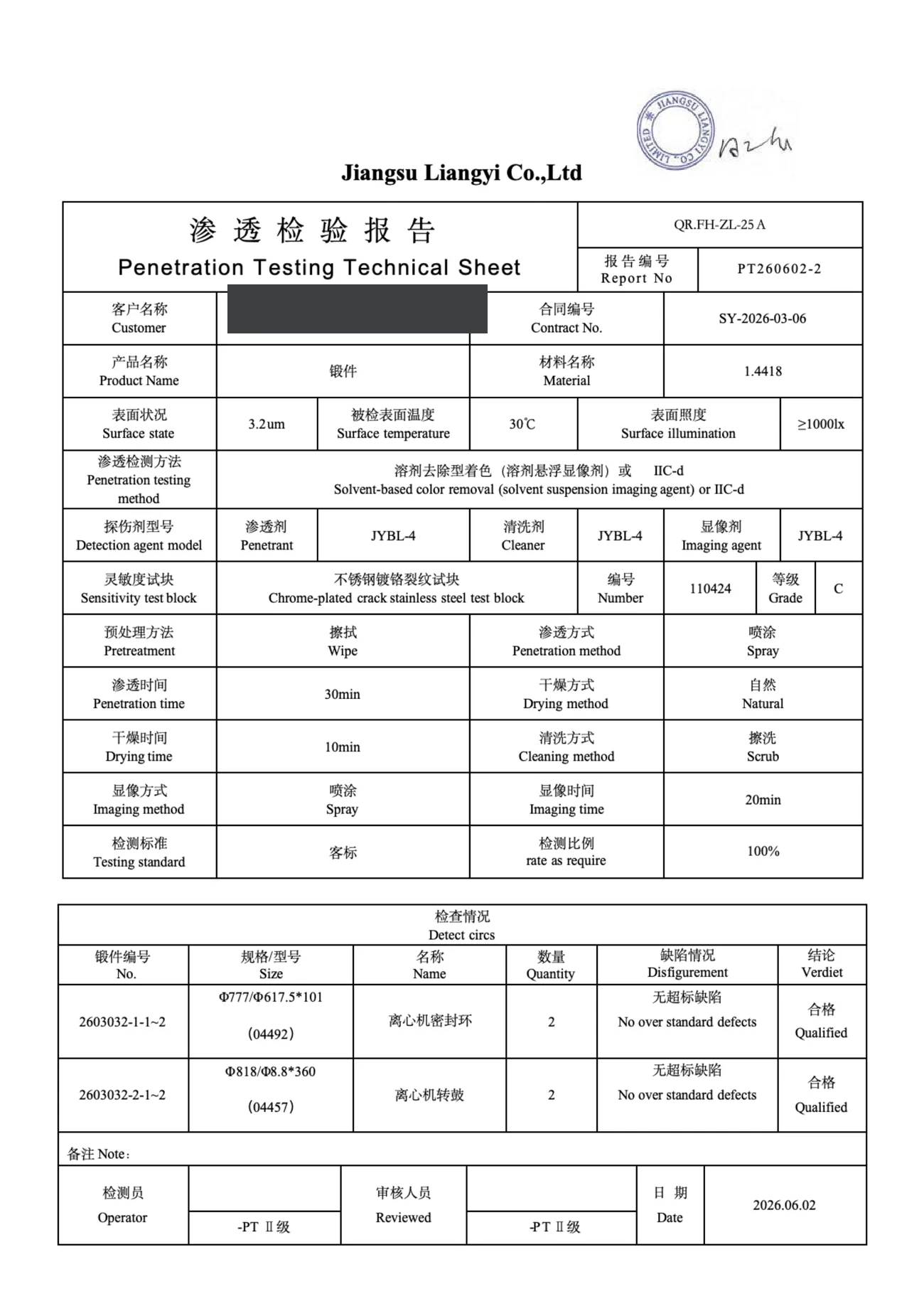
Application: decanter-centrifuge / centrifugal-separator components · Customer: a centrifuge manufacturer in Brazil (confidential) · Contract SY-2026-03-06
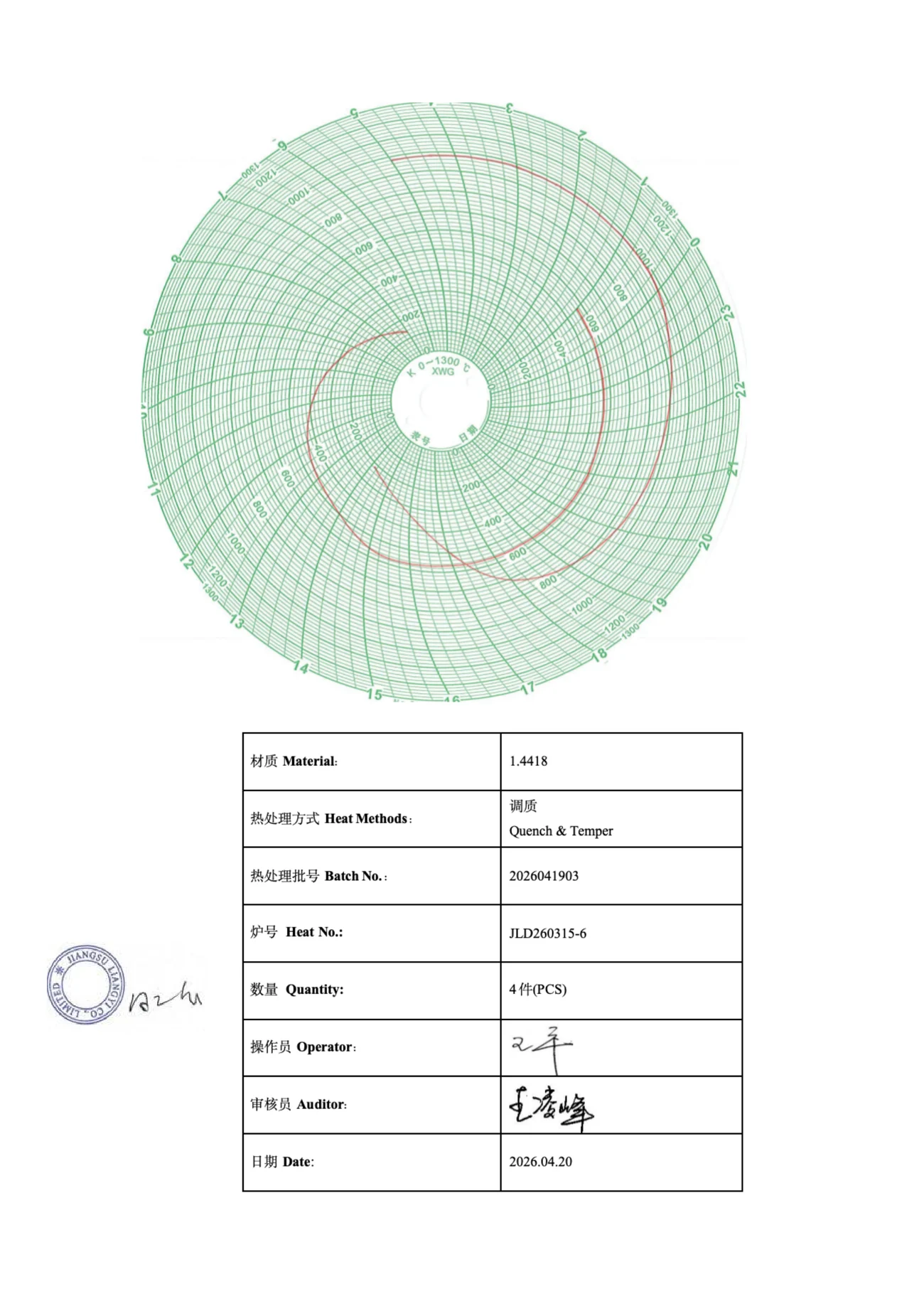
Scope: Forged and semi-machined in 1.4418 / X4CrNiMo16-5-1 (a low-carbon 16Cr-5Ni-Mo soft-martensitic stainless steel) to customer drawing NPS-MF-FJ-001: a Forged Bowl Body (Ø818 / Ø8.8 × 360, 2 pcs) and a Forged Closing Ring (Ø777 / Ø617.5 × 101, 2 pcs). Heat No. JLD260315-6; quenched (980 °C / 5 h / water) and tempered (570 °C / 10 h / air), HT batch 2026041903; supplied with an EN 10204 3.1 certificate and third-party (3.2) witness inspection.


Certified results (EN 10204 3.1 + accredited third-party labs):
- Chemistry: C 0.024, Cr 15.62, Ni 5.17, Mo 0.83, N 0.0205, Si 0.13, Mn 0.52 % — within X4CrNiMo16-5-1 limits
- Mechanical (room temp): tensile 973 MPa, 0.2% proof 920 MPa, elongation 22%, reduction of area 69%, hardness 307–315 HB
- Impact (Charpy-V, transverse): 138 / 120 / 114 J (min 80 J)
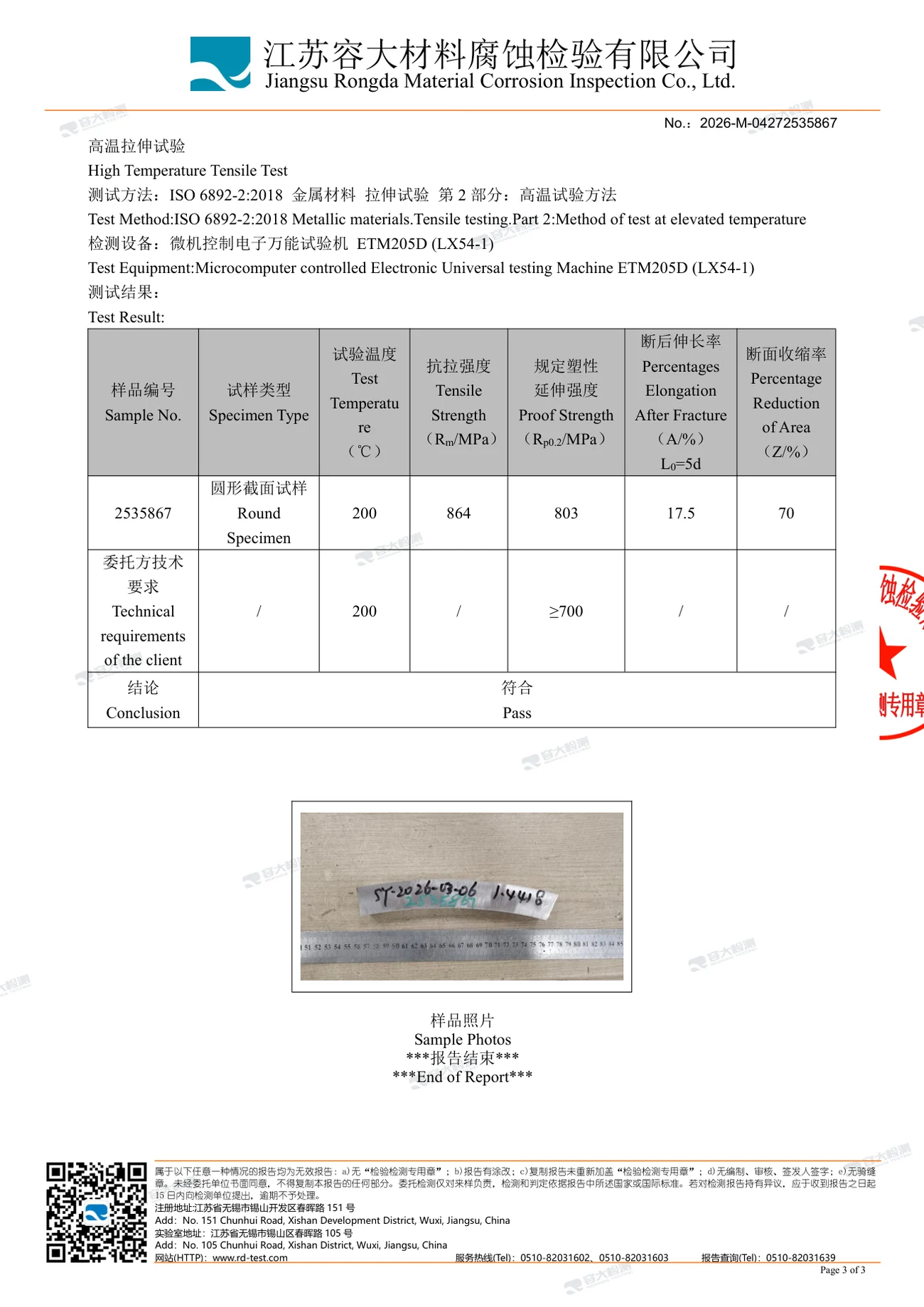
- High-temperature tensile at 200 °C (CNAS/CMA third-party lab, ISO 6892-2): tensile 864 MPa, 0.2% proof 803 MPa — customer requirement ≥700 MPa → pass
- Delta-ferrite (ASTM E562, CNAS third-party): 4.1% — customer requirement ≤5%
- Non-metallic inclusions (DIN 50602 Method K, CNAS third-party): total index K3 = 25 (S 0; O 25)
- NDE: 100% ultrasonic to EN 10228-3 Class 2 (CTS-9008 PLUS) — no over-standard defects; penetrant testing — no defects; visual and dimensional — qualified
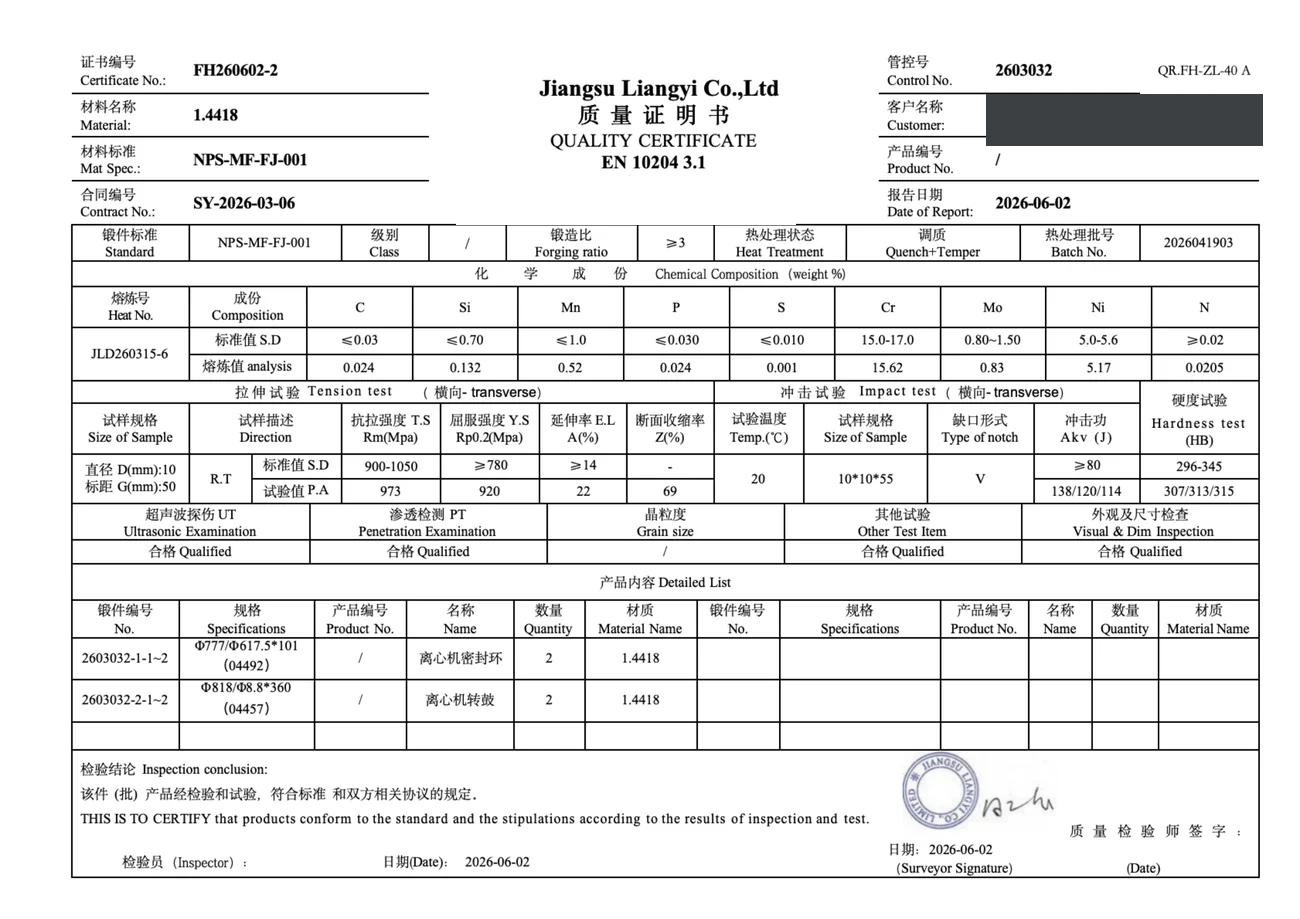

Documentation: EN 10204 3.1 inspection certificate, accredited third-party CNAS/CMA test reports (high-temperature tensile, ferrite, inclusions), full NDE reports, heat-treatment records and certificate of origin (China); EN 10204 3.2 third-party witness inspection arranged on request. Request a similar quotation →
Technical review: Liu Mingru, Senior Metallurgical Engineer (Zhejiang University), Jiangsu Liangyi Co., Limited — LinkedIn.
Production Standards & Comprehensive Quality Assurance
All our 1.4418 (X4CrNiMo16-5-1) forged parts meet international standards and pass through rigorous quality inspection at every stage of production:
International Production Standards
- EN 10088-3: 2005 - Stainless steels. Technical delivery conditions for semi-finished products, bars, rods, wire, sections and bright products
- EN 10028-7: 2007 - Flat products made of steels are used for pressure purposes. Stainless steels
- EN 10272: 2007 - Stainless steel bars are used for pressure purposes
- EN 10250-4: 2000 - Open steel die forgings are used for general engineering purposes. Stainless steels
- EN 10088-1: 2005 - Stainless steels
- EN 10088-5: 2009 - Stainless steels. Technical delivery conditions for construction purposes
Comprehensive Quality Control System
We have many advanced testing equipments to make sure every 1.4418 forging meets your specifications:
- Chemical Analysis: Spectrometer analysis to verify exact chemical composition
- Mechanical Testing: Tensile testing, hardness testing, and Charpy impact testing
- High-Temperature Testing: High-temperature tensile and creep testing
- Non-Destructive Testing: 100% Ultrasonic Testing (UT), Magnetic Particle Testing (MT), and Liquid Penetrant Testing (PT)
- Metallographic Examination: Grain size determination and microstructure analysis
- Dimensional Inspection: Precision measurement using CMM and other advanced equipment
We provide full Mill Test Certificates (MTC) 3.1 or 3.2 according to EN 10204 standards with every shipment, which record all test results and material traceability.
Why Source 1.4418 Forgings From Jiangsu Liangyi
Beyond the basics (ISO 9001:2015, in-house melt-to-machining chain, 30 kg–30,000 kg, 150 km from Shanghai Port, 4–6-week standard lead time), what matters for a soft-martensitic grade like 1.4418 is metallurgical control you can verify on paper:
- δ-ferrite held below spec by balanced Cr/Ni-equivalent melt chemistry — verified by accredited third-party report (project: 4.1% vs ≤5%, ASTM E562).
- Documented quench-and-temper with chart-recorder traces, kept clear of the temper-embrittlement window.
- Full traceability: EN 10204 3.1 as standard, 3.2 third-party witness on request, with CNAS/CMA lab reports for high-temperature tensile, ferrite and inclusions.
- Metallurgical review on every quotation by our senior engineer — including honest advice when 1.4418 is not the right grade for your service.
Available Size Range & Dimension Specifications for 1.4418 Forgings
Jiangsu Liangyi can produce 1.4418 (X4CrNiMo16-5-1) forged parts in a wide dimensional range, from small precision components to ultra-large rings weighing 30 tons. The table below shows the standard supply range for each product category. You also can get custom sizes that aren't in these ranges. Please get in touch with our engineering team to talk about what you need.
| Product Form | Dimensional Range | Weight Range | Supply Condition |
|---|---|---|---|
| Round Bars / Rods | Ø30mm – Ø2,000mm; Length up to 8,000mm | 5 kg – 20,000 kg | As-forged, rough machined, or finish machined; QT760 or QT900 |
| Seamless Rolled Rings | OD: Ø300mm – Ø6,000mm; Height: 50mm – 2,500mm; Wall: ≥ 30mm | 10 kg – 30,000 kg | As-forged, rough machined, or semi-finish machined; QT760 or QT900 |
| Discs & Plates | Ø100mm – Ø2,000mm; Thickness: 20mm – 800mm | 5 kg – 18,000 kg | As-forged or rough machined |
| Hollow Bars / Tube Blanks | OD: Ø100mm – Ø1,500mm; ID: ≥ Ø40mm; Length: up to 6,000mm | 20 kg – 12,000 kg | As-forged or rough bored |
| Step Shafts / Spindles | Max Ø: 800mm; Length: up to 15,000mm | 10 kg – 10,000 kg | Rough or finish machined to drawing |
| Square / Flat Bars | Width: 50mm – 800mm; Thickness: 30mm – 600mm; Length: up to 6,000mm | 5 kg – 8,000 kg | As-forged or rough machined |
| Custom Forgings (Flanges, Gear Blanks, Valve Bodies) | Per customer drawing; max envelope Ø2,500mm × 3,000mm | 30 kg – 30,000 kg | Finish machined to drawing; NDE and certification included |
Surface Finish & Machining Tolerance Standards
- Dimensional tolerance: EN 10243-1 (close tolerances for open die forgings), or per customer drawing
- Straightness: it is ≤ 1mm/m for bars and shafts; it is ≤ 0.5mm/m for finish machined parts
- Roundness of rings: ≤ 0.5% of OD (as-forged); ≤ 0.3mm (after rough machining)
- Surface roughness: Ra 0.4 – 6.3 μm depending on supply condition (see Surface Treatment section)
How to Order 1.4418 (X4CrNiMo16-5-1) Forging Parts from Jiangsu Liangyi
Our ordering process is fast, transparent, and technically rigorous. From initial inquiry to goods receipt, our project management team keeps you informed at every stage. The normal process for a custom 1.4418 forging order is as follows:
| Step | Stage | Timeline | What We Need From You | What You Receive |
|---|---|---|---|---|
| 1 | Initial Inquiry | Day 0 | Drawing or sketch + material spec (1.4418 / X4CrNiMo16-5-1) + quantity + standards + delivery deadline | Acknowledgement within 2 hours (business days) |
| 2 | Technical Review & Quotation | Within 24–48 hours | Clarification of any ambiguous dimensions, tolerances, or NDE requirements | Formal quotation with unit price, lead time, certification options (3.1 or 3.2), and payment terms (T/T 30% deposit) |
| 3 | Order Confirmation & Drawing Approval | Day 2–5 | Signed purchase order + approved drawing (PDF or DXF) + deposit payment | Order confirmation, production schedule, and assigned project engineer contact |
| 4 | Production & Progress Updates | Week 1–5 (typical) | Third-party inspector nomination (if 3.2 certificate required) | Weekly production progress reports; photos of key stages (melting, forging, heat treatment); notification when ready for inspection |
| 5 | Quality Inspection & Certification | Week 5–6 | Third-party inspector attendance (if required); approval of inspection results | Dimensional inspection report, NDE reports (UT/MT/PT), Mill Test Certificate (3.1 or 3.2 per EN 10204), heat treatment records |
| 6 | Payment & Shipment Arrangement | Week 6 | Balance payment (70%); shipping instructions (FOB Shanghai / CIF destination / DDP) | Commercial invoice, packing list, B/L or airway bill, COO (Certificate of Origin), phytosanitary certificate (if required by destination country) |
| 7 | Delivery & After-Sales Support | Week 7–10 (sea freight) | — | Tracking updates; technical support if questions arise during incoming inspection or machining; 12-month quality warranty |
Minimum Order Quantity (MOQ): Generally 1 piece for custom forgings and 500 kg for standard round bars. Contact us if your requirement is smaller — we frequently accommodate prototype and sample orders for new customers.
Packaging & International Shipping of 1.4418 Forged Parts
Proper packaging protects your 1.4418 stainless steel forgings against corrosion, mechanical damage, and moisture during international transit. Jiangsu Liangyi follows stringent export packaging standards and ships via sea, air, and multimodal freight.
Standard Export Packaging Specifications
| Product Type | Packaging Method | Anti-Corrosion Treatment | Marking |
|---|---|---|---|
| Round Bars & Shafts (≤ 500 kg) | Steel-banded timber bundles; placed in plywood cases or steel-framed crates | VCI (Volatile Corrosion Inhibitor) film wrapping + desiccant sachets inside sealed polyethylene bag | Heat number, material grade, dimensions, net/gross weight, PO number laser-stamped or low-stress vibration-engraved |
| Large Bars & Shafts (> 500 kg) | Heavy-duty timber pallet or custom steel cradle; secured with 4-point steel banding | Rust-preventive oil coating (Dinitrol AV 30 or equivalent) + heat-shrink polyethylene wrap | As above + color-coded QT condition label (blue = QT760, red = QT900) |
| Seamless Rolled Rings (< 2,000 kg) | Stood vertically on timber base inside wooden case; foam edge protection | Internal bore and all machined faces: rust-preventive oil + VCI paper lining | OD, ID, height, weight, heat number stamped on outer surface |
| Large Rings (> 2,000 kg) | Custom steel transport frame welded to ISO container base; rings secured with wire rope slings | All machined surfaces: Dinitrol coating + heat-shrink wrap; bore plugged with foam | As above + CN23 / dangerous goods declaration if applicable |
| Precision Finish-Machined Parts | Individual polyurethane foam lined wooden cases; sealing faces protected with PVC end caps | Citric acid passivated + VCI bag sealed with oxygen absorber; desiccant inside case | Part number, serial number, QC pass sticker, inspection date |
Shipping & Logistics Options
- Port of Loading: Shanghai Port (CNSHA) — only 150km from our Jiangyin factory, transit time approximately 3 hours by truck
- Sea Freight (FCL/LCL): Standard for orders over 2 CBM; typical transit times — Europe 25–35 days, USA East Coast 30–40 days, Middle East 18–25 days, Southeast Asia 8–15 days, Australia 18–25 days
- Air Freight: Available for urgent small parts (typically < 500 kg); connects via Shanghai Pudong International Airport (PVG)
- Incoterms Available: EXW, FOB Shanghai, CFR, CIF, DAP, DDP — whatever trade terms you need is ok
- Export Documentation: Commercial invoice, packing list, bill of lading, certificate of origin (Form A / China FTA COO), mill test certificate, phytosanitary certificate for timber packaging (ISPM 15 compliant heat-treated wood)
- Customs Classification: HS Code 7228.30 (bars and rods of other alloy steel) / 7228.60 (bars and rods of other alloy steel, other) — we provide HS code confirmation in our commercial invoices to facilitate smooth customs clearance
For oversized or overweight shipments (single pieces exceeding 25 tons or dimensions exceeding standard container limits), we coordinate with specialist heavy-lift freight forwarders and can arrange flat-rack or open-top container booking, break-bulk vessel cargo, or river barge transfer to Shanghai Port.
Frequently Asked Questions About 1.4418 Forging Parts
The difference between QT760 and QT900 is the tempering conditions of 1.4418 steel. QT760 has a minimum tensile strength of 760 MPa, while QT900 has a minimum tensile strength of 900 MPa. QT900 is the most commonly used grade in industry ,as it has great strength and good toughness.
Yes, 1.4418 is more easier to be weld compared to other high-strength stainless steels. It can be welded using conventional welding methods, and its mechanical properties are maintained after welding. Preheating is generally not needed for thin sections, but may be needed for thicker sections to prevent cracking.
1.4418 can be used at temperatures up to 350°C (662°F). For short-term exposure, it can withstand higher temperatures. For applications needing higher temperature resistance, we recommend other materials such as 1.4923 or nickel-based alloys.
Normal lead time for custom 1.4418 forging parts is 4-6 weeks. For urgent orders, we can often speed up production to meet your deadlines. Please contact us with your specific requirements for a detailed lead time quote.
Yes, we offer a full range of machining services from rough machining to finish machining according to clients drawings. We have CNC lathes, milling machines, drilling machines, and other advanced equipment to produce precision-machined 1.4418 parts.
Yes, we can provide third-party inspection by reputable organizations such as SGS, BV, TÜV, or any other inspection agency . We also provide EN 10204 3.2 certificates which require third-party verification of test results.
Yes, 1.4418 is slightly magnetic. It is a martensitic and austenitic stainless steel with a ferromagnetic martensitic phase.Its relative magnetic permeability is slightly above 1.0, so it is weakly magnetic — noticeably more magnetic than fully austenitic grades like 304 or 316, which are basically non-magnetic.This needs to be taken into account in applications where magnetic interference may affect instrument accuracy, such as flow meters or sensors near strong magnetic fields.
There is no exact ASTM equivalent for 1.4418, but the most similar materials in the ASTM system are CA6NM (UNS J91540), a cast grade with similar Cr‑Ni‑Mo composition, and the wrought grade S41500, both of which feature the same low‑carbon Cr16‑Ni5‑Mo1 chemistry. For projects that require ASTM standards, 1.4418 forgings are usually acceptable if supplied with material certification conforming to EN 10088‑3 along with a comparison table showing that its chemical and mechanical properties meet or exceed the corresponding ASTM requirements, and our technical team can assist in preparing this documentation.
S165M is the name used in older European and some national standards for the same steel as 1.4418 (X4CrNiMo16-5-1). The number “165” stands for the approximate minimum 0.2% proof strength of 165 MPa in the QT900 condition (which was 165 kgf/cm² in older metric units). All three names — 1.4418, X4CrNiMo16-5-1, and S165M — mean the same alloy and can be used interchangeably in technical documents. If you are looking for S165M forgings or steel bars, Jiangsu Liangyi can supply them under the equivalent 1.4418 standard with complete EN 10204 certification.
The choice depends on your main needs.Choose 1.4418 if you need: good weldability without required post-weld heat treatment, strong low-temperature toughness (including cryogenic use with ESR material), moderate corrosion resistance (PREN ≈ 20), and a cost-effective choice for valves, pumps and turbine parts.
Choose 17‑4PH if you need: higher tensile strength (up to 1,310 MPa, compared to 1,100 MPa for 1.4418), precipitation hardening that allows aging after final machining, or compliance with aerospace standards like AMS 5643.Be aware that 17‑4PH has lower toughness (Charpy values usually 27–40 J, vs. 40–80 J for 1.4418) and lower corrosion resistance (PREN ≈ 16) than 1.4418.For most valves, pumps and industrial forgings, 1.4418 provides a better balance of strength, toughness and weldability at a lower cost.
Contact Us for 1.4418 (X4CrNiMo16-5-1) Forging Quotations
We will provide the best price and great quality 1.4418 forged steel products for all clients around the world. Whether you need standard 1.4418 round bars, seamless rolled rings, or custom forged parts, we have the expertise and capability to meet your requirements.
Welcome to send your custom drawings, material requirements, quantity, and delivery schedule for a detailed quotation. Our sales team will respond to your inquiry within 24 hours.