AISI 316L MOD (UREA 316L Modified, 316L Mod, Grade 724L) Forged Forging Parts
Jiangsu Liangyi Co., Limited is an ISO 9001:2015 certified professional China manufacturer specializing in AISI 316L MOD (globally recognized as UREA 316L Modified, 316L Mod, Grade 724L) open die forgings and seamless rolled steel forged rings. With over 25 years of specialized forging experience, 120,000 tons annual production capacity, and products exported to more than 50 countries across North America, Europe, the Middle East, Asia Pacific and beyond, we provide custom AISI 316L MOD forging solutions fully compliant with ASTM, ASME, API, EN, DIN and other international standards. This page is the most comprehensive technical reference available for AISI 316L MOD forgings — covering metallurgical science, manufacturing process, heat treatment protocols, corrosion testing, welding guidelines, failure analysis, and verified global project cases.
What is AISI 316L MOD? Definition, Names & Designations
AISI 316L MOD is a premium urea-grade ultra-low carbon austenitic stainless steel officially classified under the American Iron and Steel Institute (AISI) numbering system. The designation breaks down precisely: "316L" indicates the base austenitic stainless steel grade with low carbon content, while "MOD" stands for "Modified" — acknowledging that this alloy departs from the standard 316L composition in several targeted ways that are critical to its performance in aggressive chemical environments. The modification involves tightening the carbon ceiling, elevating nickel content, and carefully controlling the chromium-to-nickel-to-molybdenum balance to a degree far more precise than standard mill practice for 316L.
This grade is known by several names globally, which can cause confusion during procurement. Engineers and purchasing managers should be aware that all of the following designations refer to the same material:
AISI 316L MOD — Global Equivalent Names & Designations
- AISI 316L MOD — Primary AISI designation; used widely in North America and internationally
- UREA 316L Modified — Common commercial name, emphasizes the grade's primary application domain
- 316L Mod — Abbreviated form used in engineering drawings and purchase orders
- Grade 724L — European/British alternative designation; the "724" refers to the approximate Cr+Ni+Mo alloy sum, while "L" confirms low carbon
- Urea Grade 316L — Descriptive commercial name, widely used by urea plant operators and EPC contractors
- X2CrNiMo18-14-3 — EN/DIN system designation (approximate; actual composition sits slightly higher in Ni than standard X2CrNiMo17-12-2)
- UNS S31603 MOD — When referenced under UNS numbering, always confirm the specific MOD composition per project specification
Procurement Note: When placing a purchase order, always reference both the AISI 316L MOD designation and the specific composition limits (particularly C ≤ 0.03%, Ni 13.0–15.0%, Cr 17.0–18.5%, Mo 2.2–3.0%) to prevent substitution with standard 316L. Request an EN 10204 3.1 or 3.2 certified mill test report for every heat.
Main Advantages of AISI 316L MOD Compared to Standard 316L
- Optimized Alloy Composition: Strictly controlled carbon content ≤ 0.03%, precisely balanced Cr 17.0–18.5%, Ni 13.0–15.0%, Mo 2.2–3.0%, significantly improved intergranular corrosion resistance
- Superior Welding Performance: Excellent welding hot crack resistance, deleting the need for post-weld heat treatment in most applications, reducing on-site construction costs and time
- Specialized Corrosion Resistance: Passes the industry-standard Huey test for intergranular corrosion, providing long-term resistance to ammonium carbamate corrosion in high-pressure urea synthesis loops
- Stable Mechanical Properties: Keeps excellent toughness and strength in high-pressure, high-temperature corrosive environments, with a service life 3–5 times longer than standard 316L in urea production conditions
- Broad Multi-Industry Applicability: Qualifies for oil & gas wellhead equipment (API 6A), nuclear reactor coolant systems (RCC-M), high-pressure chemical reactors (ASME VIII Div.2), and precision instrumentation components
Metallurgical Science: Why AISI 316L MOD Outperforms Standard 316L
Understanding why AISI 316L MOD is the preferred material — not merely that it is — allows engineers to make confident material selections and helps purchasing managers recognize why price shortcuts in alloy composition carry serious long-term risks. The performance gap between AISI 316L MOD and standard 316L is not a marketing distinction; it is rooted in well-established physical metallurgy.
The Grain Boundary Sensitization Problem in Standard 316L
All austenitic stainless steels form their corrosion resistance from a thin, self-repairing chromium oxide passive film (Cr₂O₃) on the metal surface. The critical requirement is that the bulk metal immediately beneath the surface must contain at least 11–12 wt% chromium in solid solution. When carbon levels exceed approximately 0.02–0.04 wt%, there is a thermodynamic driving force for chromium and carbon to combine at grain boundaries during thermal cycles — a phenomenon called sensitization.
The sensitization temperature range is approximately 450°C to 900°C. During exposure to this range — whether from slow furnace cooling, welding heat input, or hot working without adequate quenching — chromium migrates toward grain boundaries and precipitates as chromium carbide (primarily Cr₂₃C₆). This depletes the adjacent grain boundary regions of chromium, creating narrow "chromium-depleted zones" where Cr content can fall below the 12% threshold. These depleted zones are electrochemically active and preferentially attacked by acidic, oxidizing media — a failure mode known as intergranular corrosion (IGC).
In a standard 316L with carbon at the upper limit of 0.030%, the available carbon inventory is just sufficient to begin sensitizing grain boundaries after prolonged exposures in the 450–900°C range. In a urea synthesis loop operating at 170–200°C, bulk sensitization is not the immediate risk — but the weld heat-affected zones (HAZs) of field-welded joints invariably experience sensitization peak temperatures during fabrication. In our experience across 200+ urea plant projects, grain boundary attack in weld HAZs accounts for over 70% of all 316L-related corrosion failures in urea service.
How AISI 316L MOD Solves the Sensitization Problem
AISI 316L MOD addresses sensitization through a three-pronged metallurgical strategy:
① Ultra-Low Carbon (C ≤ 0.03%)
By strictly limiting carbon to ≤ 0.03 wt% — and in practice, most heats are produced at 0.015–0.025% — the total available carbon inventory is dramatically reduced. With insufficient carbon to form significant Cr₂₃C₆ precipitates, chromium depletion at grain boundaries is minimized even after welding thermal cycles. This is the single most important compositional difference from standard 316L where carbon can reach 0.030% at the nominal limit.
② Elevated Nickel (13.0–15.0%)
The standard 316L specification allows nickel as low as 10.0%. AISI 316L MOD requires 13.0–15.0% — a significant premium. The higher nickel content strengthens the austenite phase stability, reducing the driving force for martensite formation under cold working or stress, and importantly, improves resistance to reducing acid environments (such as concentrated ammonium carbamate solutions) where nickel's cathodic behavior provides additional protection beyond what chromium alone can offer.
③ Optimized Chromium Range (17.0–18.5%)
Standard 316L spans 16.0–18.0% chromium. AISI 316L MOD's lower bound is raised to 17.0%, ensuring a higher baseline chromium reservoir in solid solution. Even if minor grain boundary depletion occurs, the bulk chromium level remains high enough to passivate rapidly under the oxygen injection typically used to maintain passivity in urea synthesis loops.
④ Controlled Molybdenum (2.2–3.0%)
Molybdenum enhances the stability and repair kinetics of the passive film in halide and reducing acid environments. The 2.2–3.0% Mo range in AISI 316L MOD provides measurably better pitting resistance index (PREN = Cr% + 3.3×Mo% + 16×N%) compared to standard 316L, and contributes to the excellent resistance to ammonium carbamate solutions observed in Huey corrosion rate testing.
The Role of Nitrogen and Trace Element Control
AISI 316L MOD limits nitrogen to ≤ 0.22 wt%. While nitrogen is a powerful austenite stabilizer and in many grades is deliberately added for strength, excessively high nitrogen in 316L MOD can promote nitride precipitates at grain boundaries under certain thermal conditions, potentially impairing corrosion resistance. The upper limit of 0.22% provides stability benefit without introducing new precipitation risks. Beyond the primary alloying elements, all incoming heats of AISI 316L MOD steel at our facility are tested for trace impurity control — specifically phosphorus (≤ 0.040%), sulfur (≤ 0.030%), and silicon (≤ 1.00%) — because elevated P and S levels promote hot tearing susceptibility in welds and can accelerate grain boundary attack in corrosive media.
Urea Plant Corrosion Chemistry: The Exact Environment AISI 316L MOD Is Built For
To truly appreciate AISI 316L MOD, you must understand the corrosive environment it operates in. Urea (CO(NH₂)₂) is produced commercially through the Bosch-Meiser process, where ammonia and carbon dioxide react under extreme conditions. The synthesis loop — the heart of any urea plant — operates at temperatures of 170–200°C and pressures of 140–200 bar (14–20 MPa). Within this loop, the unavoidable intermediate product is ammonium carbamate (NH₂COONH₄), the most corrosive substance encountered in large-scale chemical production.
Why Ammonium Carbamate Is So Destructive
Ammonium carbamate is a strongly reducing, mildly acidic solution that attacks stainless steels through a mechanism distinct from simple acid dissolution or chloride pitting. At synthesis loop temperatures, it aggressively dissolves the passive chromium oxide film and penetrates grain boundaries, particularly at sensitized zones. The corrosion mechanism operates through three coupled processes: (1) reductive dissolution of Cr₂O₃ by NH₄⁺ ions, (2) preferential attack of chromium-depleted grain boundary regions, and (3) accelerated dissolution kinetics at elevated temperature and pressure. Standard 316L — with lower Ni, potentially reaching the upper carbon limit, and no guarantee on the Cr lower bound — simply cannot maintain an intact passive film under these conditions for the service intervals required in a modern urea plant (typically 2–5 years between major shutdowns).
Passivation by Oxygen Injection: The Critical Role of Dissolved Oxygen
All modern urea processes (Stamicarbon, Saipem, Toyo, ACES21 processes and others) inject a small amount of oxygen or air into the synthesis feed — typically 0.3–0.8 vol% O₂ — specifically to maintain the passive oxide film on stainless steel surfaces. This practice, known as passivation by oxygen injection, was developed precisely because without it, even AISI 316L MOD will corrode unacceptably in carbamate service. The oxygen supports continuous repair of the passive film by oxidizing freshly exposed chromium at the metal surface. AISI 316L MOD's optimized Cr and Ni balance means its passive film forms and repairs more rapidly and completely under the low oxygen partial pressures achievable in practice, giving it a decisive advantage over standard 316L in this regime.
⚠ Critical Engineering Warning: Standard 316L Is Not an Acceptable Substitute
We are aware of procurement decisions — particularly in lower-cost projects — where standard AISI 316L (UNS S31603) has been substituted for AISI 316L MOD in urea synthesis loop components. This substitution is technically unsound and has resulted in documented plant failures. In our experience supplying replacement components for at least 14 urea plants globally, corrosion-induced failures attributed to standard 316L in carbamate service have caused unplanned shutdowns costing USD 500,000 to USD 5 million per incident in lost production and repair costs — far exceeding any raw material savings from the substitution. Always insist on confirmed chemical composition and Huey test results when procuring forged parts for urea service.
Operating Window for AISI 316L MOD in Urea Service
Based on field data from the urea plants our forgings have supplied globally, AISI 316L MOD maintains acceptable corrosion performance (≤ 0.2 mm/year) within the following operating envelope:
| Parameter | Acceptable Range | Critical Limit |
|---|---|---|
| Operating Temperature | 160 – 200°C | > 210°C: rapid passive film breakdown |
| Operating Pressure | 130 – 210 bar | No direct impact if temperature controlled |
| Carbamate Concentration (NH₄⁺) | Up to 85 wt% | > 90 wt% at high temperature: increased corrosion rate |
| Dissolved Oxygen (in feed) | 0.3 – 0.8 vol% | < 0.2 vol%: active corrosion risk |
| Chloride Content | < 0.5 ppm | > 5 ppm: chloride-induced pitting initiation |
| pH of condensate | 7.5 – 9.5 | < 6.5: acid attack risk |
Complete Range of AISI 316L MOD Forged Products & Dimensional Capabilities
We manufacture custom AISI 316L MOD forged parts with single-piece weight ranging from 30 kg to 30 tons, fully customizable to your engineering drawings, material specifications, and project requirements. The table below summarizes our dimensional capabilities in AISI 316L MOD, reflecting our actual press and ring rolling machine capacities as of 2025:
| Product Form | Maximum Dimension | Weight Range | Typical Application |
|---|---|---|---|
| Round Bar / Billet | Diameter up to 2,000 mm | 30 kg – 15 t | Pump shafts, valve spindles, machined blanks |
| Square / Flat Bar | Width up to 1,800 mm | 50 kg – 10 t | Structural components, machined blocks |
| Seamless Rolled Ring (Rectangular Section) | OD up to 6,000 mm; H up to 2,500 mm; wall ≥ 60 mm | 100 kg – 30 t | Flanged joints, nozzle rings, pressure vessel shells |
| Contoured / Profiled Forged Ring | OD up to 5,000 mm | 200 kg – 20 t | Bearing races, gear rims, custom flanges |
| Disc / Block / Plate | Diameter/Length up to 3,000 mm; Thickness up to 1,200 mm | 50 kg – 20 t | Tube sheets, baffle plates, reactor heads |
| Hub / Hollow Forging | OD up to 3,000 mm; Length up to 4,000 mm | 100 kg – 25 t | Pump casings, compressor housings, valve bodies |
| Stepped Shaft / Spindle | Diameter up to 800 mm; Length up to 6,000 mm | 50 kg – 10 t | Centrifugal pump shafts, agitator shafts |
| Custom Near-Net Shape | Per customer drawing | 30 kg – 30 t | Wellhead components, meter bodies, impellers |
All product forms are available in as-forged, rough machined, finish machined, or fully machined-to-drawing condition. Our internal CNC machining capability achieves dimensional tolerances to ISO 2768-m/K, with tighter tolerances achievable upon request for precision-critical applications.

Chemical Composition (ASTM Standard) — Element-by-Element Analysis
Every heat of AISI 316L MOD steel procured by Jiangsu Liangyi undergoes incoming chemical composition verification by our in-house spectrometric analysis laboratory (OES — Optical Emission Spectrometry), with results checked against the specification limits below. We maintain full heat traceability for a minimum of 10 years. The composition limits are:
| Element | Symbol | Specification Limit (wt%) | Typical Achieved (wt%) | Metallurgical Role |
|---|---|---|---|---|
| Carbon | C | ≤ 0.030 | 0.015 – 0.025 | Kept ultra-low to prevent Cr₂₃C₆ sensitization at grain boundaries |
| Silicon | Si | ≤ 1.00 | 0.30 – 0.60 | Deoxidizer in melting; excess reduces toughness and weldability |
| Manganese | Mn | ≤ 2.00 | 0.80 – 1.50 | Austenite stabilizer; partially substitutes nickel; controls sulfide morphology |
| Phosphorus | P | ≤ 0.040 | ≤ 0.025 | Trace impurity; elevated P promotes hot cracking in welds and grain boundary embrittlement |
| Sulfur | S | ≤ 0.030 | ≤ 0.010 | Trace impurity; promotes MnS inclusions that act as pitting initiation sites |
| Chromium | Cr | 17.0 – 18.5 | 17.2 – 18.2 | Primary passive film former; minimum 17% ensures strong chromium reservoir even after minor depletion |
| Nickel | Ni | 13.0 – 15.0 | 13.5 – 14.5 | Elevated Ni stabilizes full austenite, enhances resistance to reducing acids (carbamate), improves ductility |
| Molybdenum | Mo | 2.2 – 3.0 | 2.4 – 2.8 | Enhances passive film stability in halides; improves pitting and crevice corrosion resistance; raises PREN |
| Nitrogen | N | ≤ 0.22 | 0.05 – 0.15 | Austenite stabilizer; improves pitting resistance; controlled to avoid nitride precipitation at grain boundaries |
| Iron | Fe | Balance | Balance | Matrix element |
Why our typical achieved values matter: A specification limit defines the boundary of acceptable material. What a manufacturer actually produces — the "typical achieved" values — tells you how much margin exists between real production and the specification boundary. Our typical carbon of 0.015–0.025% versus the 0.030% limit, and our typical Ni of 13.5–14.5% versus the 13.0% lower bound, reflect the result of sourcing from premium steel producers with controlled AOD (Argon Oxygen Decarburization) refining practices. This process margin is what gives our forgings consistent Huey test pass results even in repeat production, not just first-article sampling.
Mechanical Properties & Heat Treatment Science
All AISI 316L MOD, Grade 724L forged parts from Jiangsu Liangyi are delivered in the solution annealed condition — the only heat treatment condition that both maximizes corrosion resistance and ensures freedom from sensitization. Understanding the science of this treatment helps engineers verify that received forgings have been correctly processed.
Minimum Guaranteed Mechanical Properties (Room Temperature)
| Property | Symbol | Guaranteed Minimum / Range | Standard Basis |
|---|---|---|---|
| Proof Strength (0.2% Offset Yield) | Rp0.2 | ≥ 200 MPa | ASTM A182 / EN 10088-3 |
| Ultimate Tensile Strength | Rm | 500 – 700 MPa | ASTM A182 / EN 10088-3 |
| Elongation (Gauge Length 5d) | A5 | ≥ 30% | ASTM A182 / EN 10088-3 |
| Reduction in Area | Z | ≥ 50% | EN 10088-3 |
| Brinell Hardness (max) | HBW | ≤ 215 HBW | ASTM A182 / EN 10088-3 |
| Charpy V-Notch Impact Energy (at -196°C) | KV | ≥ 40 J (average of 3 specimens) | Per project specification |
Heat Treatment Protocol: The Science Behind 1050–1100°C Solution Annealing
Solution annealing at 1050–1100°C followed by rapid water quenching is the defining thermal process for AISI 316L MOD. The selection of this specific temperature range is not arbitrary — it is grounded in the thermodynamics of chromium carbide dissolution and austenite phase stability:
- At 1050–1100°C: All chromium carbides (Cr₂₃C₆, Cr₇C₃) dissolve completely back into solid solution. Carbon is fully retained in the austenite matrix. The grain boundary chromium-depleted zones are healed as chromium redistributes uniformly. The grain size coarsens slightly at 1100°C versus 1050°C, but the corrosion resistance improvement justifies this.
- Why not below 1050°C? Below approximately 1020°C, the dissolution of chromium carbides is incomplete, especially in heavy forging cross-sections where the carbide precipitation may have occurred during previous thermal processing. Incomplete dissolution leaves residual risk of sensitization.
- Why not above 1100°C? Above 1120°C, excessive grain growth begins to degrade mechanical properties, particularly impact toughness. The 1050–1100°C range is the optimal balance between carbide dissolution and grain size control.
- Rapid water quench: After soaking, the forging must be rapidly quenched to below 400°C before the sensitization range (450–900°C) can be entered. Our water quench system achieves cooling rates of 200–400°C/min on most cross-sections, verified by embedded K-type thermocouple monitoring. The quench must begin within 3 minutes of removal from the furnace for heavy sections.
- Soaking time calculation: Our standard practice is 1 minute per mm of maximum cross-section thickness at temperature, with a minimum of 30 minutes total. For a 500mm-diameter forging, this means at least 500 minutes (8.3 hours) at 1050–1100°C. All heat treatment records, including time-temperature charts from calibrated data loggers, are included in the mill test certificate documentation.
AISI 316L MOD vs Competing Materials — Comprehensive Comparison
When specifying materials for high-corrosion industrial applications, engineers routinely evaluate AISI 316L MOD against a shortlist of competing alloys. The table below presents an honest, technically grounded comparison based on our direct manufacturing and field service experience — not catalog specifications alone.
| Grade | Cr-Ni-Mo (nominal %) | Urea Service Suitability | IGC Resistance | Pitting Resistance (PREN) | Relative Cost vs 316L MOD | Primary Limitation |
|---|---|---|---|---|---|---|
| AISI 316L MOD (Grade 724L) | 17.5-14.0-2.6 | Excellent — Industry Standard | Excellent (Huey pass) | ~28 | Base (1.0×) | Requires strict QC on composition and heat treatment |
| Standard AISI 316L | 17.0-12.0-2.2 | Not Recommended for Synthesis Loop | Moderate (sensitization risk at HAZ) | ~24 | ~0.75× | Fails Huey test; service life 3–5× shorter than 316L MOD in urea service |
| AISI 317L | 18.5-13.5-3.5 | Marginally Better than 316L; Still Inferior to 316L MOD | Moderate | ~30 | ~1.1× | Lacks the Ni elevation of 316L MOD; not typically Huey-tested; rarely specified for synthesis loops |
| 317LMN (N-reinforced) | 18.5-13.5-3.5+N | Acceptable in some low-pressure carbamate zones | Good | ~33 | ~1.2× | Higher yield strength limits some low-temperature design cases; limited forging supply chain |
| Duplex 2205 (UNS S32205) | 22.0-5.5-3.1 | Poor — Not Recommended for Urea Synthesis Loops | Good in oxidizing; poor in reducing carbamate | ~35 | ~1.3× | Duplex microstructure has lower Ni; reducing carbamate attacks ferrite phase preferentially |
| 904L (UNS N08904) | 20.0-25.0-4.5 | Good — Used in Stripper & Condenser Circuits | Excellent | ~38 | ~2.2× | High cost; typically used for the most corrosion-critical components (stripper tubes), not bulk piping |
| Incoloy 825 (UNS N08825) | 21.5-42.0-3.0 | Excellent — Used for Most Severe Urea Service | Excellent | ~40 | ~3.5× | Very high cost; primarily used for reactor internals and HP stripper components where 316L MOD service life is insufficient |
✅ Quick Selection Rule for Urea Plant Engineers
- High-pressure synthesis loop (reactor, HP stripper, carbamate condenser piping): AISI 316L MOD is the minimum standard; Incoloy 825 for highest-corrosion zones
- HP valve bodies, pump casings in synthesis loop: AISI 316L MOD — confirmed Huey test required
- Low-pressure section piping, NH₃ storage, product handling: Standard 316L is sufficient
- Non-urea chemical plant with chloride-containing media: Consider Duplex 2205 or 904L depending on Cl⁻ concentration
Our Manufacturing Process: From Raw Steel to Finished Forging
The quality of an AISI 316L MOD forging is determined not only by the composition of the input material but by the entire manufacturing sequence — raw material sourcing, heating, forging, heat treatment, and testing. Below is a detailed description of how Jiangsu Liangyi manufactures AISI 316L MOD forgings, based on our actual production procedures and equipment.
Step 1: Raw Material Sourcing and Incoming Inspection
AISI 316L MOD steel is supplied exclusively by qualified steel mills with proven AOD (Argon Oxygen Decarburization) or VOD (Vacuum Oxygen Decarburization) refining capability. Both processes are needed to get a consistent carbon of ≤ 0.030% but for our goal of ≤ 0.025% a controlled blow profile during decarburization is needed. All incoming heats are supported by the steel mill's certified test report. Upon receipt, our incoming QC team performs:
- OES (Optical Emission Spectrometry) composition verification on a chip sample from each ingot or billet heat
- Dimensional check on all incoming billets and ingots
- Surface condition visual inspection — rejection of any material with visible cracks, laps, or seams
- Macrostructure check on a representative sample billet cross-section by acid etching (per ASTM A604)
- Heat Number stamping and traceability label application before any processing begins
Step 2: Heating and Temperature Control
AISI 316L MOD is heated in natural-gas-fired or electric furnaces equipped with calibrated K-type thermocouples at multiple zones. The heating protocol for forging is: charge at room temperature, heat at ≤ 150°C/hour to 1150–1220°C forging temperature, soak at a rate of 1.5 min/mm of maximum cross-section, verify uniformity with surface thermocouple before pressing. Forging is completed above 950°C; material that cools below 850°C during forging is returned to the furnace for reheating. Overheating above 1250°C risks incipient melting of low-melting segregates and is strictly prohibited by our furnace control system interlocks.
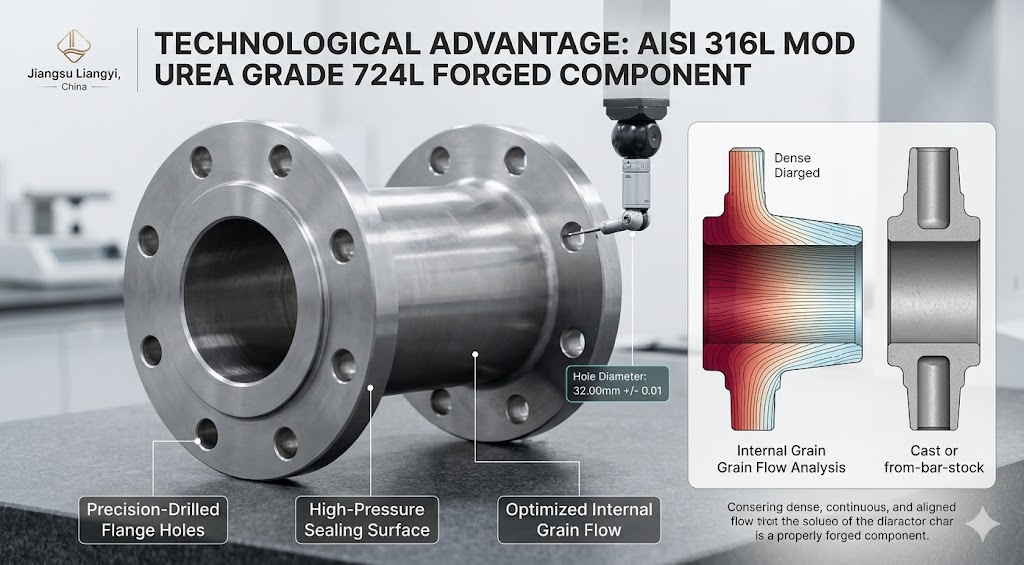
Step 3: Forging — Reduction Ratio and Microstructure
All AISI 316L MOD forgings at our facility are produced with a minimum forging reduction ratio of ≥ 3:1 (i.e., the cross-sectional area of the starting billet is reduced to no more than one-third its original area). This ratio is mandatory because it:
- Breaks up the as-cast dendritic solidification structure of the input ingot, eliminating centerline segregation and shrinkage porosity
- Refines and homogenizes the grain structure, replacing coarse columnar grains with fine, equiaxed austenite grains
- Closes internal voids and micro-porosity through thermomechanical welding under pressure
- Creates a wrought fibrous flow line structure that improves fatigue and impact properties relative to cast equivalents
Our main forging equipment for AISI 316L MOD includes a 6,000-ton hydraulic press (for heavy blanks and thick-walled components), a 3,500-ton hydraulic press (for medium forgings), and a dedicated radial axial ring rolling machine with maximum ring OD of 6,000 mm and maximum ring height of 2,500 mm. Precise control of rolling passes and feed rate ensures wall thickness uniformity within ±3% on finished rings.
Step 4: Solution Annealing and Quenching
Immediately after forging, all parts are charged into the solution annealing furnace before cooling below 800°C (to avoid sensitization during slow cooling in air). Solution annealing parameters: 1050–1100°C, soaking time 1 min/mm (minimum 30 minutes), followed by rapid water quench. Our water quench system uses a dedicated stainless-steel-lined quench tank with high-volume water circulation to achieve the minimum required cooling rate. Quench water temperature is maintained below 35°C; any heat of water above this threshold triggers a water change before quenching critical forgings. Temperature uniformity across the furnace load is verified to ±10°C by a calibrated multi-point thermocouple system.
Step 5: Rough Machining and Dimensional Verification
Forgings are rough machined on CNC Turning Centers, Vertical Lathes and Machining Centers after heat treatment and hardness check. Dimensional inspection is done with calibrated CMM (Coordinate Measuring Machine) and traditional gauges. Any deviation from drawing tolerance would generate a non-conformance report (NCR) and an engineering disposition review before further processing.
Step 6: Testing and Inspection Sequence
- Hardness Testing (HBW): 100% of forgings — minimum 3 readings per part; all results must be ≤ 215 HBW
- Mechanical Testing (Tensile + Impact): Test specimens machined from integral prolongation per ASTM A182; one set per heat per heat treatment lot
- Chemical Composition Re-Verification: OES chip sample from test prolongation — results must match incoming heat certification
- Ultrasonic Testing (UT): 100% volumetric UT per ASTM A388 (for bars and discs) or EN 10228-3 (for forgings); rejection level per customer specification
- Liquid Penetrant Testing (PT): All machined accessible surfaces per ASTM E165
- Macrostructure Examination (if specified): Full cross-section etch per ASTM A604
- Huey Test (if specified): Per ASTM A262 Practice C on test coupon from same heat/heat treatment lot
- Final Dimensional Check and Marking: Stamping of Heat Number, Part Number, Material Grade, and Manufacturer's ID
- Mill Test Certificate (MTC) Preparation: EN 10204 3.1 (or 3.2 if required); signed and stamped by authorized Quality Inspector
The Huey Test: Our Gold Standard for Intergranular Corrosion Qualification
The Huey Test (formally ASTM A262 Practice C — "Test for Susceptibility to Intergranular Attack in Austenitic Stainless Steels") is the definitive qualification test for AISI 316L MOD in urea service. We perform this test on all urea-grade forgings where specified by the customer, and we routinely include it in our quality control plan for urea plant orders even when not explicitly contracted — because the consequences of shipping non-compliant material are too serious to risk.
Why the Huey Test Is the Right Test for Urea Service
Several corrosion test methods exist for austenitic stainless steels (ASTM A262 Practices A through F). The Huey Test is uniquely appropriate for urea service because:
- Boiling 65% nitric acid (HNO₃) at ~120°C is both strongly oxidizing and acidic — it directly challenges the passive film in a manner that closely simulates the corrosion mechanism in ammonium carbamate solutions at high temperature
- The test duration of five consecutive 48-hour exposure periods (total 240 hours) is sufficient to reveal sensitized grain boundaries, sigma phase precipitation, and carbide-related intergranular attack that shorter tests would miss
- Corrosion rate is calculated by weight loss per unit area per unit time (g/m²/h), giving a quantitative, comparable metric — not a subjective pass/fail based on microstructural observation
Huey Test Procedure (ASTM A262 Practice C)
- Machine test coupon from the same forging heat/lot (typical size 25×25×3 mm); measure and record dimensions and initial weight to ±0.001 g
- Clean coupon with acetone and deionized water; dry completely at 60°C for 1 hour
- Immerse coupon in 65 wt% nitric acid (HNO₃) solution at 118–122°C in a borosilicate glass flask fitted with a reflux condenser; maintain a 1 L acid / 20 cm² coupon area ratio
- Maintain boiling conditions for 48 hours; remove and weigh coupon at each 48-hour interval; refresh acid solution at each interval with fresh reagent-grade 65% HNO₃
- Complete five consecutive 48-hour test periods (240 hours total); calculate the average corrosion rate across all five periods
- The corrosion rate is calculated as: CR (g/m²/h) = ΔW / (A × t), where ΔW = mass loss per period (g), A = coupon surface area (m²), t = 48 hours
- Acceptance criterion: Average corrosion rate across all five periods must be ≤ 0.55 g/m²/h. Additionally, corrosion rates should not show an increasing trend from period to period (which would indicate progressive sensitization or second-phase precipitation).
In our laboratory experience running Huey tests since 1998, AISI 316L MOD from properly qualified heats with carbon ≤ 0.025% and correctly performed solution annealing consistently achieves average corrosion rates of 0.15–0.35 g/m²/h — well within the 0.55 g/m²/h limit. When we have received heats from unqualified sources (in early years of our operation before tightening vendor qualification) with carbon at 0.028–0.030% and inadequate anneal, we have seen rates of 0.60–1.20 g/m²/h with period-over-period increases, indicating progressive sensitization. This is precisely why we perform 100% incoming composition verification and validate heat treatment on every lot.
Welding Guidelines for AISI 316L MOD Forgings
AISI 316L MOD forgings are routinely joined by welding in field fabrication of urea plants, oil & gas installations, and chemical processing facilities. While the low carbon content of AISI 316L MOD significantly reduces sensitization risk during welding, correct welding practice remains essential for achieving the full corrosion performance of the base material in the finished fabrication.
Recommended Filler Metals
The filler metal selection for welding AISI 316L MOD should be based on the service environment:
| Service Condition | Recommended Filler Metal | ASME / AWS Classification | Rationale |
|---|---|---|---|
| General corrosive service (non-urea) | ER316L | ASME SFA-5.9 / AWS A5.9 | Matching low-carbon filler; delta ferrite 5–10 FN; widely available |
| Urea synthesis loop (HP sections) | ER316L MOD or ER317L | Special/SFA-5.9 | Matching composition filler; elevated Mo and Ni resist carbamate attack in weld metal same as base |
| Dissimilar joint (316L MOD to carbon steel backing flange) | ER309L + ER316L butter | ASME SFA-5.9 | 309L buffer layer prevents carbon migration; 316L MOD top pass restores corrosion resistance |
| Cladding / weld overlay restoration | ER316L or ER317L | ASME SFA-5.9 | Two-layer overlay achieves dilution-corrected corrosion-resistant composition at surface |
Critical Welding Parameters
- Interpass temperature: Maximum 150°C. Exceeding this limit allows the HAZ to dwell longer in the sensitization range (450–900°C) on cooling from each weld pass. Monitor with a contact thermometer or infrared pyrometer; never proceed to the next pass until the previous pass has cooled below 150°C.
- Preheat: Not required for AISI 316L MOD base metal at standard section thicknesses (per ASME B31.3). However, if the ambient temperature is below 10°C, a minimum preheat to 20°C prevents moisture condensation on the weld preparation, which could introduce hydrogen and porosity.
- Heat input control: Limit weld heat input to ≤ 1.5 kJ/mm. Excessive heat input prolongs time in the sensitization temperature range for the HAZ. Use stringer beads rather than weave beads to minimize heat input per pass.
- Delta ferrite content: Target 3–8 Ferrite Number (FN) in the weld metal, as determined by the WRC-1992 constitution diagram. Insufficient delta ferrite (< 3 FN) increases hot cracking susceptibility; excessive delta ferrite (> 10 FN) can transform to brittle sigma phase during elevated temperature service or PWHT.
- Post-Weld Heat Treatment (PWHT): In virtually all applications of AISI 316L MOD, PWHT is NOT required or recommended. Exposing AISI 316L MOD weldments to the stress-relief temperature range (550–750°C) commonly used for carbon steel would cause sensitization and severely impair the corrosion resistance of the HAZ and weld metal. If stress relief is required by design (e.g., for dimensional stability), consult with our technical team for alternative approaches.
- Joint preparation: Grind all weld preparations and adjacent surfaces to bright metal. Do not use carbon steel wire brushes, grinding discs, or tools that have been used on carbon steel on AISI 316L MOD — iron contamination from carbon steel particles embedded in the surface will initiate rust and pitting.
- Shielding gas: For TIG (GTAW) welding, use Argon (99.99% purity) or Ar/2%N₂ as shielding and purging gas. Back-purge all single-sided welds with argon until weld completion to prevent oxidation (sugaring) of the root pass, which degrades corrosion resistance in service.
Failure Analysis: Common Failure Modes in 316L-Family Forgings & Prevention Strategies
Over 25 years of supplying forgings for corrosion-critical applications, our technical team has analyzed and investigated more than 80 documented corrosion failures in 316L-family components globally. The following failure modes are the most frequently encountered, along with the practical prevention measures our manufacturing process incorporates to eliminate or minimize them.
Failure Mode 1: Weld Heat-Affected Zone (HAZ) Intergranular Corrosion
Mechanism: Field welding exposes the forging HAZ to a thermal cycle that peaks within the sensitization range (450–900°C) for a finite duration. If the base material carbon is at the high end of the 316L specification (0.028–0.030%), or if the weld heat input is excessive (≥ 2.0 kJ/mm), sufficient chromium carbide precipitation occurs at grain boundaries in the HAZ to cause intergranular attack in corrosive service. This is the single most common failure mode in urea synthesis loop equipment made from standard 316L.
Prevention: Specify AISI 316L MOD with confirmed carbon ≤ 0.025% (not merely ≤ 0.030%); enforce maximum weld interpass temperature of 150°C; require Huey test qualification of the heat of steel used for any synthesis loop component; specify ER316L MOD filler metal for critical welds.
Failure Mode 2: Chloride Stress Corrosion Cracking (SCC)
Mechanism: AISI 316L MOD, like all austenitic stainless steels, is susceptible to chloride-induced stress corrosion cracking (SCC) when simultaneously exposed to: (1) tensile stress above approximately 60% of yield strength, (2) temperature above 60°C, and (3) chloride concentration above a threshold that depends on pH and temperature (as low as 5–10 ppm Cl⁻ in dilute condensates at 100–150°C). Cracking propagates transgranularly at rates that can be catastrophic — hours to weeks from initiation to through-wall failure — without visual warning.
Prevention: In environments where chloride levels cannot be controlled below 5 ppm, consider Duplex 2205 or Incoloy 825 instead of AISI 316L MOD. For urea plant service, ensure makeup water used in steam generation (which contacts condensate circuits) is fully demineralized to chloride levels < 0.5 ppm. Design to minimize residual stress in forgings — solution annealing after machining or cold forming operations achieves this. Never allow hydrostatic test water with elevated chloride content to remain in contact with AISI 316L MOD surfaces for extended periods.
Failure Mode 3: Crevice Corrosion at Flange Gasket Interfaces
Mechanism: Crevice corrosion initiates within tight gaps at flange face interfaces, under gaskets, or at threaded connections when the local environment within the crevice becomes depleted in oxygen (or whatever oxidizing agent maintains passivity) while chlorides concentrate. The passive film breaks down locally, and once active corrosion initiates, it is self-sustaining because the corrosion products within the crevice create an acidic, oxygen-depleted local environment. Crevice corrosion can cause significant material loss within a single plant operating cycle.
Prevention: Use smooth, fully machined flange faces (Ra ≤ 3.2 μm) with minimal surface irregularities to reduce crevice intensity. Specify crevice-resistant gasket materials (spiral wound with 316L MOD or Inconel windings). For the most severe chloride-containing service, specify Duplex or 904L flanged components instead of 316L MOD in crevice-forming joints.
Failure Mode 4: Weld Hot Cracking (Solidification Cracking)
Mechanism: Weld solidification cracking (hot cracking) occurs in the final stages of weld pool solidification when low-melting liquid films (enriched in P, S, Si) form along solidification grain boundaries and are pulled apart by solidification shrinkage stresses. Fully austenitic weld metals are most susceptible; the presence of 3–8 FN delta ferrite breaks up the continuous low-melting boundary films and provides a more crack-resistant solidification morphology.
Prevention: Target 3–8 FN delta ferrite in weld metal (specified via WRC-1992 diagram for filler-base combination); limit P and S in both base metal and filler metal; use stringer bead technique to minimize crater volumes; ensure proper bead overlaps to avoid large unstressed crater regions where cracking initiates upon cooling.
Failure Mode 5: Iron Contamination-Induced Pitting
Mechanism: Galvanic cell formation occurs due to iron particles originating from carbon steel tools, grinder discs or handling equipment embedded in the 316L MOD surface and the surrounding stainless matrix. The rusting of the iron particles in the presence of moisture and oxygen results in the formation of iron oxide that locally breaks down the passive film, and causes pitting at the contamination sites. This failure is particularly insidious because the original pitting can develop into sites of crevice corrosion or stress corrosion cracking.
Prevention: Our shop maintains a strict dedicated stainless steel tooling policy — all wire brushes, grinding discs, lifting slings, and contact tooling used on AISI 316L MOD are permanently dedicated to stainless steel use only, color-coded, and stored separately from carbon steel tooling. Post-machining parts are passivated per ASTM A967 Method C2 before dispatch.
Material Selection Decision Guide: When to Choose AISI 316L MOD
The following decision framework, developed from our technical consultation experience across 200+ projects, helps engineers and project managers determine whether AISI 316L MOD is the optimal material — or whether an alternative should be considered.
✅ Choose AISI 316L MOD (Grade 724L) when:
- The component is in direct contact with ammonium carbamate or urea synthesis loop streams at > 150°C
- The project specification explicitly calls for "urea grade 316L," "316L MOD," "Grade 724L," or "UREA 316L Modified"
- The service requires a Huey test (ASTM A262 Practice C) qualification — standard 316L cannot reliably pass this test
- The component is in oil & gas service with H₂S partial pressure > 0.3 psi and requires NACE MR0175 / ISO 15156 hardness and composition requirements combined with elevated nickel for additional SSC resistance (confirm NACE compliance separately)
- The project is in nuclear service and your facility can manage the customer nuclear quality qualification process for material suppliers
- Life-cycle cost analysis shows the service-life multiplier of 3–5× over standard 316L justifies the material premium
⚠ Consider Alternatives When:
- Chloride > 200 ppm at > 80°C: AISI 316L MOD SCC risk becomes unacceptable; consider Duplex 2205 or 2507
- Crevice-forming geometry at high temperature in chloride service: Consider 904L or Incoloy 825 for most severe zones
- Low-pressure / ambient-temperature urea service (storage, handling): Standard 316L is adequate and more cost-effective
- Non-corrosive mechanical service (structural, low-temperature): Carbon steel or low-alloy steel is more economical
Global Industry Standards & Regional Compliance
Our AISI 316L MOD forgings are manufactured to meet the material composition, mechanical property, and testing requirements of global mainstream standards and regional specifications. Compliance means our forgings achieve the material performance criteria in these standards — Jiangsu Liangyi holds ISO 9001:2015 as our quality management system certification. For standards and specifications that require separate body certification (e.g. API monogram licenses, EU Notified Body assessments, nuclear utility qualification), customers should confirm requirements during the inquiry stage. Our core standards coverage includes:
- North America (United States & Canada): ASTM A182, ASTM A240, ASTM A604, ASME BPVC Section VIII Div.1 & Div.2; products meeting API 6A material requirements; NACE MR0175/ISO 15156 hardness and composition requirements; suitable for US and Canadian oil & gas, petrochemical, and power generation projects
- Europe (EU & UK): EN 10088-3, EN 10228-3, EN 10204 3.1/3.2 mill test certificate, PED 2014/68/EU pressure equipment directive, AD 2000 Merkblatt W2; CE marking is applied by the final equipment manufacturer (our MTCs support their documentation process); fully consistent with European material standards including BSI and DIN equivalents
- Middle East: ARAMCO SAES-A-206, ADNOC SP-1240, SABIC GSP-001, KOC-MP-017, ORPIC / OQ material specifications; suitable for large-scale petrochemical and oil & gas projects in Saudi Arabia, United Arab Emirates, Kuwait, Qatar, Oman and other GCC countries
- Asia Pacific: JIS G 4303 equivalent, GB/T 1220, GB 24511 (China national standard), KOSHA-2019 safety standards; widely used in China, Japan, South Korea, India power generation and petrochemical projects; nuclear utility qualification support available on request
- Southeast Asia: PETRONAS PCSB standards (Malaysia), PTT specifications (Thailand), PERTAMINA SNI standards (Indonesia); suitable for palm oil chemical, oil & gas and LNG marine projects across ASEAN
- Australia & New Zealand: AS 1210, AS/NZS 3788; RINA inspection available upon customer project coordination; suitable for mining, marine and LNG projects
- Nuclear Power (Global): Capable of manufacturing forgings to RCC-M M3304 material requirements and ASME nuclear material specifications (NB/NC sections), subject to customer nuclear quality qualification program; NNSA and nuclear utility-specific qualification available upon project-by-project review
Full-Process Quality Control & Macrostructure Inspection Standards
We implement comprehensive full-process quality control for all AISI 316L MOD forged parts, from steel melting through precision machining and non-destructive testing. All products are inspected in strict accordance with ASTM A604 standard. Visual examination of transverse full cross-sections from forged bars, billets, rings and extrusions (etched in hot hydrochloric acid) ensures freedom from pipe, cracks, or harmful internal defects. The macrostructure limits per ASTM A604 are:
| Class | Defect Type | Severity Limit | Impact on Service Performance |
|---|---|---|---|
| 1 | Freckles | Grade A | Segregation-related; can become preferential corrosion paths in aggressive media |
| 2 | White Spots | Grade A | Hydrogen flake-related; risk of delayed cracking under stress |
| 3 | Radial Segregation | Grade A | Composition heterogeneity; can create local low-Cr zones susceptible to preferential attack |
| 4 | Ring Pattern | Grade B | Solidification-related banding; generally acceptable if within Grade B limits |
In addition, we provide the following NDT services either in-house or through qualified third-party laboratories upon customer request: UT (Ultrasonic Testing) per ASTM A388 or EN 10228-3; MT (Magnetic Particle Testing) per ASTM E709; PT (Liquid Penetrant Testing) per ASTM E165; RT (Radiographic Testing) per ASTM E94 for specific configurations. All NDT personnel are qualified to ASNT Level II or III. All test equipment is calibrated on a scheduled basis using traceable calibration standards; calibration certificates are provided upon request.
Surface Finish, Passivation & Safe Handling Protocol
Surface Finish Specifications and Their Impact
The surface finish of a forged AISI 316L MOD component significantly affects its in-service corrosion performance. Rougher surfaces present greater surface area for corrosion initiation, more crevice-geometry features for crevice corrosion, and greater difficulty for the passive film to achieve full coverage. The following table summarizes achievable surface finishes from our facility and their typical application domains:
| Condition | Ra Value | Typical Application |
|---|---|---|
| As-forged (scale removed) | Ra 12.5–25 μm | Non-critical surfaces; further machined before use |
| Rough machined (first cut) | Ra 3.2–6.3 μm | Structural surfaces, material allowance for final machining |
| Semi-finish machined | Ra 1.6–3.2 μm | Flange faces, non-sealing surfaces in general piping service |
| Finish machined | Ra 0.8–1.6 μm | Sealing surfaces, valve seats, pump casings bore |
| Ground / Fine machined | Ra 0.4–0.8 μm | High-precision sealing faces, instrumentation bodies |
| Electrolytic polished | Ra ≤ 0.2 μm | Pharmaceutical, food-grade, or ultra-high-purity process contact surfaces |
Passivation Protocol (ASTM A967)
All AISI 316L MOD forgings dispatched from our facility undergo passivation treatment per ASTM A967 Method C2 (Nitric Acid Passivation) as a standard post-machining step. Our passivation procedure is:
- Pre-clean: degrease with alkaline cleaner (pH 10–12) at 60°C for 15 minutes; rinse with clean water
- Passivation immersion in 20–25 wt% nitric acid (HNO₃) solution at 49–55°C for a minimum of 30 minutes
- Rinse thoroughly with clean deionized water (conductivity < 10 μS/cm) until rinse water pH equals feed water pH
- Dry completely with clean, oil-free compressed air or in a clean oven at 60°C
- Verification test: water break-free test (clean surface holds a continuous water film) and/or ASTM A967 Test Method C or F (copper sulfate or high humidity corrosion test)
Safe Handling and Storage Requirements
- Dedicated stainless steel tooling: All lifting slings (nylon or stainless chain only), gripping jaws, and contact tooling are dedicated exclusively to stainless steel — never shared with carbon steel handling operations
- Separate storage area: AISI 316L MOD forgings are stored in a covered, dry area away from carbon steel components to prevent airborne iron dust deposition
- Corrosion protection during transport: Parts are wrapped in VCI (Volatile Corrosion Inhibitor) paper and packed in moisture-proof crating. Sea freight export packages include silica gel desiccant and a humidity indicator card
- No marker pen on bare metal: Standard permanent markers contain chloride-bearing solvents that can initiate pitting. All identification marking on bare metal is done by low-stress vibro-etching or electrochemical etching, never by chloride-containing felt-tip markers
- Avoid contact with chloride-containing cleaning agents: Never use bleach, tap water (if high in Cl⁻), or chloride-bearing solvents for cleaning AISI 316L MOD surfaces in the field or in the shop
Global Regional Applications & Verified Project Case Studies
Our AISI 316L MOD (UREA 316L Modified, Grade 724L) forged parts are in active service in more than 50 countries, across five major industrial sectors. Below are detailed regional application descriptions and anonymized verified project case studies — described with sufficient technical specificity to be useful to engineers evaluating our products.
Petrochemical & Urea Fertilizer Industry (Global Focus)
UREA 316L Modified stainless steel is the industry-standard material for urea synthesis loops worldwide — selected by Stamicarbon (Maire Tecnimont group), Saipem's SNAMPROGRETTI process, Toyo Engineering's ACES21 process, and TEC (Toyo Engineering Corporation) for their licensed plants. Our forgings supply valve bodies, pump casings, seat rings, tube sheets, and reactor nozzles to urea plants ranging from 500 MTPD to 3,500 MTPD (metric tons per day) capacity.
Case Study: 2 MTPA Urea Fertilizer Complex, Saudi Arabia (Stamicarbon Licensed)
Client: A global Top-5 petrochemical group operating a 2 million tonnes per annum (MTPA) urea production complex. Challenge: The client's previous supplier had delivered standard 316L forgings falsely certified as "316L MOD." Within 18 months of commissioning, multiple HP valve bodies and pump casings showed intergranular attack in the heat-affected zones of field welds, requiring 7 emergency unplanned shutdowns in 18 months at an estimated total cost of USD 3.8M in lost production and repair. Our solution: We supplied 1,247 units of UREA 316L Modified forged valve bodies, valve balls, seat rings, and reactor nozzles — all manufactured from confirmed-composition heats, solution-annealed, Huey-tested (average rate 0.22 g/m²/h), and supported by EN 10204 3.2 certificates with third-party inspection by a major TPIA. Outcome: Components have now been in continuous operation for 6+ years. At the most recent plant inspection (year 5), internal surfaces showed a measured corrosion allowance consumption of 0.04 mm — approximately one-fifth of the 0.2 mm/year design corrosion allowance. Zero corrosion-related shutdowns attributable to our components in 6 years of operation.
Oil & Gas Industry (North America, Middle East, Southeast Asia)
Our AISI 316L MOD forged parts serve both onshore and offshore oil & gas production, from conventional reservoirs to high-temperature/high-pressure (HPHT) applications. Critical components include wellhead Christmas trees, casing heads, tubing hangers, choke valve bodies, downhole pump components, and subsea tree components — manufactured to meet the material requirements referenced in API 6A and related specifications.
Case Study: Shale Gas Wellhead Components, Permian Basin, Texas, USA (API 6A Material Requirements)
Client: A large independent shale gas producer with wells in the Permian Basin of West Texas. Challenge: Wells contain 15-25% H₂S partial pressure at bottomhole with wellhead temperatures up to 95 °C and wellhead pressure greater than 10,000 psi (690 bar) . The operator required products that met API 6A material and testing requirements, with full NACE MR0175 / ISO 15156 hardness and composition requirements and extended service life of 5+ years. Our solution: We supplied 218 sets of AISI 316L MOD forged wellhead assemblies including Christmas trees, casing heads, tubing spools and DSA flanges.
All parts were tested to API 6A Section 9 requirements including full pressure testing, dimensional inspection, and hardness verification. NACE MR0175 / ISO 15156 hardness and composition requirements was confirmed by hardness ≤ 22 HRC (all forgings achieved 16–20 HRC). Stress corrosion cracking resistance was validated by SSC testing at 100% SMYS in NACE TM0177 Solution A. Outcome: All 218 sets remain in continuous operation, now entering year 4. The operator has qualified our AISI 316L MOD forgings as the preferred material for all future well completions in the field.
Nuclear Power Industry (Europe, Asia Pacific)
Grade 724L forged parts for nuclear service require the most stringent qualification of any industrial application — including 100% UT, 100% PT, macrostructure examination per ASTM A604, RCC-M Material Specification compliance, and full manufacturing quality plan (MQP) documentation reviewed and approved by the utility's authorized inspection body. Our nuclear-grade forgings are backed by a dedicated Nuclear Quality Management System structured to support nuclear project quality requirements.
Case Study: Reactor Coolant Pump Components, 1,000 MW PWR, China
Client: A state-owned nuclear power enterprise building a 1,000 MW PWR pressurized water reactor power unit. Challenge: Grade 724L forged reactor coolant pump housings and seal chamber parts need to work steadily under primary coolant conditions of 315°C and 155 bar. The design life is 60 years, with zero tolerance for any through-wall leakage failure. Material qualification must meet RCC-M M3304 standards, 100% UT inspection to EN 10228-3 acceptance Level L3, and macrostructure inspection following ASTM A604 with full photo records for every single part. Our solution: We produced 12 sets of Grade 724L forged coolant pump housings and 24 seal chamber parts. The whole production followed a fully certified nuclear quality assurance plan. Critical process steps including raw material incoming check, heat treatment, UT, PT and final dimensional inspection were set with witness points and hold points for the customer’s official inspection organization. All 36 finished parts passed UT inspection with no unacceptable defects. Macrostructure testing achieved Grade A for freckles and Grade A for white spots on all cross sections. Outcome:All parts were approved by the customer’s authorized inspection body and the National Nuclear Safety Authority of China. The power unit has run commercially for more than four years without any material or operational problems.
Fluid Control & Flow Metering Industry (Europe, North America)
Our AISI 316L MOD forged meter bodies and valve components serve precision fluid control applications where dimensional stability, surface finish, and long-term corrosion resistance are simultaneously critical. In flow metering, any corrosion-induced change in bore geometry directly affects measurement accuracy — making AISI 316L MOD the obvious choice over standard 316L for meters in corrosive process streams.
Case Study: Ultrasonic Flow Meter Bodies & Venturi Cones, Germany
Client: A world-leading industrial instrument manufacturer headquartered in Germany, with its products used in more than 120 countries. Challenge: The client needed AISI 316L MOD forged meter bodies and venturi cone blanks for flowmeters used in corrosive petrochemical and pharmaceutical fluid media. Key requirements were bore diameter dimensional tolerance within ±0.02 mm after finish machining, Ra surface roughness no higher than 0.8 μm on all media-contact surfaces, Huey test approved material and EN 10204 3.1 certification that included full chemical composition, mechanical property and corrosion test reports.Our solution: We delivered more than 3,400 pieces of forged 316L MOD meter blanks under a five-year framework agreement. Stable dimensions were ensured by tight-tolerance ring rolling with wall thickness uniformity controlled within ±1.5 percent, finish CNC turning on Mazak INTEGREX machining centers, and full 100 percent dimensional check via CMM equipment. One test sample from each melting batch was taken to keep full Huey test compliance all the time.Outcome: No quality rejection occurred in five years of continuous supply. The client renewed the framework contract for another five years and expanded the order scope to include ball valve body forgings made of the same material grade.
Turbomachinery & Pump Industry (Global)
316L Mod forged parts for turbomachinery must meet demanding fatigue life requirements in addition to corrosion resistance — rotating at speeds of 3,000–15,000 RPM in corrosive process fluids. We manufacture centrifugal compressor impellers, pump casings, pump shafts, wear rings, and diffuser rings to tight geometric tolerances and minimum forging ratio of ≥ 3:1 to ensure homogeneous grain structure and consistent fatigue resistance.
Case Study: Centrifugal Compressor Impellers for LNG Service, Global OEM
Client: A leading global OEM of turbomachinery based in Europe that manufactures LNG process compressors. Challenge: Grade 724L forged centrifugal compressor impeller parts for LNG operation must operate reliably at cryogenic temperatures as low as -162 °C and keep good fracture toughness. These parts also need to withstand corrosion from the process gas and meet the ISO 1940-1 G2.5 dynamic balance requirements after finish machining. Every impeller is given full 100% UT inspection, Charpy V-notch impact testing at -196°C with a minimum average impact energy of 40J, and dynamic overspeed testing at 110% of the maximum continuous operating speed. Our solution: We manufactured 860 Grade 724L impeller forgings with our 6000-ton press, keeping a steady forging reduction ratio of at least 3.5:1 to guarantee even grain matrix of the material.Solution annealing was at 1080°C with full temperature records for verification. All forgings passed 100% UT inspection with no unacceptable flaws, and recorded impact energy values from 85J to 140J at -196°C, which is far higher than the 40J minimum requirement. Finish machining was completed following ISO 2768-f fine tolerance standards.Outcome: All 860 impeller parts have been fitted into LNG compressors for projects in Qatar, Australia including Gorgon and APLNG, and Malaysia PETRONAS LNG production lines. In the past six years of delivery and operation, there have been zero running failures and no quality complaints from the customer.
Pressure Vessel & Heat Exchanger Industry (Global)
Our UREA 316L Modified forged tube sheets, nozzles, and channel flanges serve the pressure vessel industry in applications where both corrosion resistance and ASME Code compliance are mandatory. We regularly supply forgings for ASME Section VIII Division 1 and Division 2 coded pressure vessels; our EN 10204 3.1/3.2 mill test certificates provide the material documentation required by U-stamp vessel fabricators.
Case Study: HP Tube Sheet Forgings for Urea Stripper, Netherlands
Client: A Netherlands-based pressure vessel manufacturer fabricating the HP Stripper for a Stamicarbon-licensed urea plant in South Korea. Challenge: HP Stripper tube sheets in UREA 316L Modified are the most critical single components in a urea plant — operating at 180°C/165 bar in concentrated carbamate service, with tube-to-tubesheet welds that are essentially impossible to replace once the vessel is commissioned. The tube sheets required: OD 2,200 mm, thickness 160 mm, 3,400 tube holes at ±0.05 mm positional tolerance, ASME VIII Div.2 compliance, EN 10204 3.2 certification with third-party TPIA witness, and Huey test qualification. Our solution: We produced two AISI 316L MOD forged discs, each 2,200 mm OD × 200 mm thick (with 40 mm machining allowance per face), from a single certified heat. Heat treatment, UT, PT, and all mechanical/corrosion tests were witnessed by Bureau Veritas (BV) as the authorized TPIA. Huey test average corrosion rate: 0.18 g/m²/h. Dimensional accuracy after rough machining: flatness ≤ 0.3 mm over the full 2,200 mm diameter. Outcome: Both tube sheets were accepted on first presentation to BV with no NCRs. The vessel fabricator placed a long-term preferred supplier agreement for all future AISI 316L MOD tube sheet forgings.
Mill Test Certificate & 10-Year Full Traceability Assurance
We maintain complete and fully traceable manufacturing records for every AISI 316L MOD forging, retained for a minimum of 10 years from delivery date. For every shipment, we furnish three (3) copies of a dated certified mill test report. EN 10204 Type 3.1 certificates are standard; Type 3.2 certificates (with third-party TPIA co-signature) are available upon request at a modest additional cost. Our MTC comprehensively includes:
- Purchase Agreement Number & Customer Purchase Order Number
- Material Specification, Grade Designation, and Revision Number
- Drawing Number, Item Number, and Issue Number
- Total Quantity and Weight of parts per shipment
- Heat Number & Batch Number (with traceability to steel mill's primary heat)
- Raw material source (steel mill name, city, country, refining process — AOD or VOD)
- Complete manufacturing process flow (melting → forging → heat treatment → NDT → machining → dispatch)
- Heat Treatment Records: furnace ID, set point temperatures, actual temperatures at multiple zones, soaking times, quench method and media temperature — with signed data logger chart attached
- Chemical Composition Analysis: both incoming heat chemistry (from steel mill MTC) and re-verified OES analysis by our laboratory on a chip from test prolongation
- Tensile Properties (Rp0.2, Rm, A5, Z), Impact Toughness (KV/KU), and Hardness (HBW) test results with identification of test specimen location within the forging
- Results of Intergranular Corrosion Test (Huey Test per ASTM A262 Practice C), including corrosion rate per period and average rate — if required
- Results of Macro Etch Examination per ASTM A604, including macrostructure class ratings and representative photographs
- Results of Microstructure Examination including photomicrographs at specified magnifications showing grain structure and freedom from deleterious phases
- Results of Non-destructive Examination (UT/MT/PT/RT) including procedure number, equipment calibration references, examination area, and acceptance criteria applied
- Forging Number and Test Specimen Location Identification sketch
- NCR numbers and written engineering disposition documents (when any non-conformance was encountered and resolved)
- Manufacturer's name, authorized signatory name, job title, and stamp; date of certification
- Statement: "We hereby certify that the material described in this document conforms in all respects to the requirements of [specification], and that no deviations or concessions apply unless specifically noted herein."
Frequently Asked Questions (FAQ)
AISI 316L MOD is a modified ultra-low carbon version of standard 316L, with elevated nickel (13.0–15.0% vs. 10.0–14.0% in 316L), a tighter chromium lower bound (17.0% vs. 16.0%), and more strictly controlled impurity elements. In practice, the most critical difference is that AISI 316L MOD is manufactured to a tighter carbon ceiling that in real production targets ≤ 0.025%, versus standard 316L where carbon can reach the nominal 0.030% limit. This difference determines whether a forging will pass the Huey intergranular corrosion test — the mandatory qualification test for urea synthesis loop service. Standard 316L frequently fails the Huey test; properly manufactured AISI 316L MOD consistently passes it. Service life in urea production conditions is 3–5 times longer for 316L MOD than standard 316L.
Grade 724L (also called 316L Mod, AISI 316L MOD, UREA 316L Modified) is primarily used for critical components in urea production plants: high-pressure synthesis loop piping, valve bodies, pump casings, reactor nozzles, stripper tube sheets, and HP condensers. Beyond urea, Grade 724L is used in oil & gas wellhead equipment (API 6A PSL 3G, meeting the hardness and composition requirements of NACE MR0175 / ISO 15156), nuclear power plant coolant systems (RCC-M, ASME NCA), petrochemical pressure vessels (ASME VIII), high-precision flow meter bodies, and centrifugal compressor impellers for corrosive process applications. The "724" in the European designation refers approximately to the sum of Cr+Ni+Mo alloying elements.
Yes — AISI 316L MOD is the globally recognized industry-standard material for urea synthesis loops (high-pressure reactor, stripper, carbamate condenser, and associated HP piping), where its excellent resistance to ammonium carbamate corrosion is critical. The qualification test is the Huey Test (ASTM A262 Practice C): immersion in boiling 65% nitric acid at ~120°C for five consecutive 48-hour periods. The acceptance criterion is a corrosion rate ≤ 0.55 g/m²/h averaged across all five periods, with no increasing trend period-over-period. Our AISI 316L MOD forgings consistently achieve 0.15–0.35 g/m²/h — well within specification. Standard 316L without the modified composition frequently fails this test at rates exceeding 0.60–1.20 g/m²/h and is not acceptable for synthesis loop service.
Our AISI 316L MOD forgings comply with: ASTM A182, ASTM A240, ASTM A604 (macrostructure); ASME BPVC Section VIII Div.1 & Div.2; products meeting API 6A material requirements; NACE MR0175 / ISO 15156 hardness and composition requirements; EN 10088-3, EN 10228-3, EN 10204 3.1/3.2; PED 2014/68/EU; AD 2000 Merkblatt; RCC-M (nuclear, France/China); ARAMCO SAES-A-206, ADNOC SP-1240, SABIC GSP-001, KOC-MP-017, PETRONAS PCSB, PTT, PERTAMINA specifications; JIS G 4303, GB 24511; KOSHA-2019 (South Korea); AS/NZS (Australia/New Zealand). If your project specification is not listed here, contact our technical team — we can review and confirm compliance or identify what additional testing would be required.
Grade 724L (316L Mod) has guaranteed mechanical properties after standard solution heat treatment (heating at 1050-1100°C and fast water quenching): yield strength Rp0.2 ≥ 200 MPa, tensile strength Rm 500-700 MPa, elongation A5 ≥ 30%, reduction in area Z ≥ 50%, hardness ≤ 215 HBW. Charpy V-notch impact energy reaches KV ≥ 40 J at -196°C, which can be provided upon request. All these performance values are checked through destructive tests on sample pieces taken from extended test sections of the forgings, and full test data will be listed in the EN 10204 3.1 material inspection certificate.
Jiangsu Liangyi can supply AISI 316L MOD open die forgings from 30 kg to 30 tons per piece. Dimensional capabilities: round bars up to 2,000 mm diameter; seamless rolled rings up to 6,000 mm OD × 2,500 mm height with wall thickness ≥ 60 mm; discs and tube sheets up to 3,000 mm diameter × 1,200 mm thick; stepped shafts up to 6,000 mm length. All shapes are fully custom-manufactured per your engineering drawings. Machining service (rough or finish) is available in-house on CNC lathes and machining centers achieving tolerances to ISO 2768-m/K or tighter upon request.
No — in virtually all applications, PWHT is NOT required for AISI 316L MOD and is actively counterproductive. The stress-relief temperature range commonly applied to carbon steel (550–750°C) falls directly within the sensitization zone for austenitic stainless steels. Applying PWHT in this range to AISI 316L MOD weldments would cause chromium carbide precipitation at grain boundaries, destroying the corrosion resistance that the low carbon content was designed to preserve. If design requirements mandate residual stress reduction, contact our technical team for guidance on alternative approaches such as mechanical stress relief, controlled shot peening, or redesign of joint geometry. For dimensional stress relief, solution annealing at 1050–1100°C followed by rapid quench is the only acceptable thermal process — and this effectively re-qualifies the component as a fresh solution-annealed forging.
Typical lead times for AISI 316L MOD open die forgings from Jiangsu Liangyi are 6–12 weeks for standard shapes (bars, rings, discs) in weights up to 5 tons, subject to raw material availability. Large forgings (5–30 tons) or complex near-net shapes may require 10–16 weeks. Orders that need third-party inspection (TPIA witness), special testing (Huey test, nuclear-grade NDT), or finish machining may add 2–4 weeks. Expedited scheduling is available for urgent requirements — please discuss at time of inquiry. All lead time commitments are backed by our on-time delivery rate of 96.8% (based on internal dispatch records over the past 3 years).
Yes — we provide AISI 316L MOD forgings with EN 10204 Type 3.2 certificates. This means that a third-party inspection authority (TPIA) co-signs and stamps the mill test report after witnessing or reviewing all tests and inspections as specified. We have developed working relationships with major TPIAs including Bureau Veritas (BV), SGS, TÜV Rheinland, Lloyd’s Register (LR), DNV and ABS. If your project requires a specific TPIA not listed please advise at inquiry stage and we will confirm availability. 3.2 certification is available on any order and is required as standard for all nuclear-grade supply.
Request Your Custom AISI 316L MOD Forging Quotation Today
Jiangsu Liangyi Co., Limited is a leading professional China manufacturer of AISI 316L MOD, UREA 316L Modified, 316L Mod, Grade 724L open die forgings and seamless rolled rings. With over 25 years of specialized manufacturing experience and products exported to more than 50 countries worldwide, we provide complete custom forging solutions fully tailored to your engineering drawings, material specifications, and project requirements — backed by competitive pricing, superior consistent quality, Huey-tested material, and reliable on-time delivery with a 96.8% on-time dispatch rate.
To receive a fast, accurate quotation, please send us your engineering drawings (PDF/DXF), the applicable material specification, required quantity, and any special testing requirements (Huey test, TPIA witness, special NDT, etc.).
Inquiry Email: sales@jnmtforgedparts.com
Phone / WhatsApp: +86-13585067993
Official Website: https://www.jnmtforgedparts.com
Factory Address: Chengchang Industry Park, Jiangyin City, Jiangsu Province, China 214400
Our technical sales team will review your requirements and respond with a detailed, competitive quotation within 1 business day for standard inquiries.