1.4507 (X2CrNiMoCuN25-6-3 / UNS S32760) Super Duplex Stainless Steel Forging Parts | Jiangsu Liangyi — China Professional Forging Manufacturer

What Is 1.4507 (X2CrNiMoCuN25-6-3) Super Duplex Stainless Steel — And Why Does It Matter for Forgings?
1.4507, designated X2CrNiMoCuN25-6-3 under the EN 10088 European standard and cross-referenced as UNS S32760 in ASTM/ASME specifications, is a premium-grade super duplex stainless steel engineered specifically for environments where standard austenitic grades fail. The "duplex" designation reflects its carefully balanced two-phase microstructure: approximately 50% ferrite and 50% austenite, a ratio that is achieved and locked in during the solution annealing heat treatment at 1,080–1,120 °C followed by rapid water quenching.
What makes this grade genuinely exceptional is not any single property but the simultaneous delivery of three performance pillars that engineers normally have to trade off against one another:
- Superior corrosion resistance: A calculated PREN (Pitting Resistance Equivalent Number) ≥ 40 — the internationally accepted threshold for "super duplex" classification — placing it well above standard duplex grades such as 2205 (PREN ~35) and orders of magnitude above 316L (PREN ~24).
- High mechanical strength: A minimum yield strength of 500 MPa (Rp0.2), nearly twice that of 316L stainless steel (≈ 220 MPa), enabling component wall thickness reduction and significant weight savings without sacrificing structural integrity.
- Practical weldability: Despite the high alloy content, the controlled low carbon (≤ 0.030 wt%) and balanced nitrogen content allow 1.4507 to be welded using qualified procedures without post-weld heat treatment in most applications.
The addition of copper (1.0–2.5 wt%) is a distinguishing feature of the 1.4507 / UNS S32760 grade that is often under-appreciated. Copper specifically improves resistance to non-oxidizing acids — particularly sulfuric acid (H₂SO₄) and phosphoric acid (H₃PO₄) — making 1.4507 the preferred material in chemical processing applications where these media are present, a scenario where even other super duplex grades struggle.
Why forging rather than casting for 1.4507? The answer lies in metallurgy. During the open die forging process the mechanical working of the steel at elevated temperature refines the grain matrix, eliminates cast dendrites and porosity and produces a wrought fibrous grain flow that follows the shape of the component. The result is much higher toughness, better fatigue resistance and more consistent through-thickness mechanical properties than cast equivalents – essential benefits in rotating equipment, pressure vessels and subsea components where failure is not an option.
Understanding PREN ≥ 40: The Engineering Logic Behind Selecting 1.4507
The Pitting Resistance Equivalent Number (PREN) is the industry's standard single-number index for comparing the pitting corrosion resistance of stainless steels in chloride environments. For duplex and super duplex grades, the formula used by EN 10088 and most major international standards is:
| PREN Formula for Duplex Stainless Steels | |
|---|---|
| PREN = %Cr + 3.3×%Mo + 16×%N | EN 10088 / ISO |
Applying this formula to the nominal composition of 1.4507 (X2CrNiMoCuN25-6-3) at typical mid-range values (Cr 25%, Mo 3.5%, N 0.25%) yields:
| Contribution | Calculation | PREN Points |
|---|---|---|
| Chromium (25%) | 25 × 1.0 | 25.0 |
| Molybdenum (3.5%) | 3.5 × 3.3 | 11.6 |
| Nitrogen (0.25%) | 0.25 × 16 | 4.0 |
| Total PREN | — | ≈ 40.6 |
This numerical exercise reveals why 1.4507's minimum PREN requirement of ≥ 40 is so meaningful: it corresponds to Critical Pitting Temperature (CPT) values typically exceeding 40–50 °C in 6% FeCl₃ test solutions (ASTM G48 Method C), a performance level that is simply unachievable with 316L or standard duplex 2205 in aggressive chloride-containing service environments such as seawater, produced brine, or chloride-laden process streams.
1.4507 vs. 2205 vs. 316L: A Direct Technical Comparison for Material Selection
Engineers’ choice of materials for corrosive service often includes an assessment of 1.4507 (X2CrNiMoCuN25-6-3) versus the industry standard 2205 duplex and the ubiquitous 316L austenitic grade. The following is a list of key differentiators based on EN 10088 and ASTM specifications:
| Property / Parameter | 1.4507 (X2CrNiMoCuN25-6-3 / UNS S32760) | 1.4462 (X2CrNiMoN22-5-3 / UNS S32205 "2205") | 1.4404 (X2CrNiMo17-12-2 / UNS S31603 "316L") |
|---|---|---|---|
| Grade Classification | Super Duplex | Standard Duplex | Austenitic |
| Cr Content (wt%) | 24.0 – 26.0 | 21.0 – 23.0 | 16.5 – 18.5 |
| Mo Content (wt%) | 3.0 – 4.0 | 2.5 – 3.5 | 2.0 – 2.5 |
| Cu Content (wt%) | 1.0 – 2.5 (unique) | — | — |
| PREN Value | ≥ 40 | ~35 | ~24 |
| Min. Yield Strength Rp0.2 | ≥ 500 MPa | ≥ 450 MPa | ≥ 220 MPa |
| Sour Service (NACE MR0175) | Qualified | Qualified (restricted) | Not recommended |
| H₂SO₄ / H₃PO₄ Resistance | Excellent (Cu addition) | Good | Limited |
| Chloride SCC Resistance | Excellent | Good | Poor |
| Seawater Pitting CPT | > 40 °C | ~25–30 °C | < 10 °C |
| Life-Cycle Cost (corrosive service) | Lowest | Medium | Highest (frequent replacement) |
Complete Range of Custom 1.4507 (X2CrNiMoCuN25-6-3) Forged Products
Jiangsu Liangyi Co., Limited, established in 1997, is an ISO 9001:2015 certified China manufacturer of 1.4507 super duplex stainless steel forging parts with over 25 years of specialized experience. Our 80,000 m² production base houses a fully integrated manufacturing chain — from steel billet qualification through open die forging on our 6,000-ton hydraulic press, to solution annealing heat treatment and precision CNC machining — enabling complete material traceability from billet to finished forging. Single-piece weight range: 30 kg to 30 tons.
1.4507 Forged Bars, Rods & Shafts
We supply X2CrNiMoCuN25-6-3 forged round bars, square bars, flat bars, step shafts, flanged shafts, and splined shafts. Unlike mill-rolled bar, our open die forged bars undergo multiple deformation passes with precise reheating intervals, refining grain structure throughout the cross-section. Maximum forging diameter: 2,000 mm. All bars are 100% UT tested to DIN EN 10228-3 or ASTM A388, and supplied with EN 10204 3.1 or 3.2 certificates. Typical applications: valve stems for subsea Christmas trees, pump shafts for corrosive process pumps, drill-collar blanks, structural tie-rods for offshore jacket structures.
1.4507 Seamless Rolled Forged Rings
Using our 1–5 meter radial-axial ring rolling mills combined with the 6,000-ton hydraulic press for initial upsetting and piercing, we produce seamless forged rings from 200 mm to 6,000 mm OD, up to 30 tons per piece. The ring rolling process aligns grain flow circumferentially — the optimal orientation for resisting hoop stresses and cyclic pressure in flanges, valve seat rings, and rotating machine components. Standards: EN 10250-4, ASTM A182 Grade F55, API 6D. Post-machining to final dimensions with surface finish Ra ≤ 1.6 μm available.
1.4507 Hollow Forgings, Shells, Sleeves & Heavy-Wall Pipes
Produced by our mandrel-forging and elongation-over-mandrel processes, our hollow 1.4507 forgings — shells, tubing shells, reactor nozzle forgings, sleeves, and hydraulic cylinder barrels — achieve better bore dimensional accuracy and superior surface quality versus conventional piercing. OD capacity: 3,000 mm. Critical for subsea tubing hanger assemblies, high-pressure wellhead casing spools, and heavy-wall heat exchanger shells in aggressive acid service where through-wall corrosion is the primary failure mode.
1.4507 Forged Discs, Flanged Blanks, Plates & Structural Blocks
Our X2CrNiMoCuN25-6-3 forged discs and flanged blanks — up to 3,000 mm diameter, 20 tons — are forged from individually certified heats and solution-annealed as individual pieces, not cut from bar, ensuring uniform mechanical properties across the full thickness. Applications: tube sheet blanks for heat exchangers, pressure vessel end closures, valve bonnet forgings, and subsea manifold structural blocks. Tolerances to EN 10243-1 Class D standard; tighter tolerances achievable upon drawing review.
1.4507 Precision Valve Body, Ball, Stem & Flow Control Forgings
With 20+ years of specialized experience supplying 1.4507 forged valve components to OEMs and EPC contractors across Europe, North America, and the Middle East, our valve forging portfolio covers the complete range: valve bodies (gate, globe, ball, butterfly, check), trunnion-mounted and floating valve balls, valve bonnets, stems, seat rings, closures, and yokes — bore sizes DN 50 to DN 1200. Standards: API 6A, API 6D, EN 12516-3. Critical forging sequence parameters (die fill, reduction ratio, grain flow orientation relative to pressure-retaining walls) are engineered for each geometry to meet API 598 pressure test requirements. We also supply forged bodies for ultrasonic flow meters, vortex flow meters, venturi cone meters, and multiphase flow meters.
1.4507 Pump Casings, Impellers & Turbomachinery Components
Our 1.4507 forged turbomachinery components — centrifugal pump casings (radially and axially split), open/semi-open/shrouded impellers, pump barrels, wear rings, compressor casings, labyrinth shaft seals, and diffuser rings — are engineered with grain flow patterns optimized for the dominant stress direction in each component. Impeller hydraulic profile tolerances: ±0.1 mm; balance grade: ISO 1940 G2.5; flow-path surface finish: Ra ≤ 3.2 μm standard. Forging-plus-machining eliminates the porosity and hot-tear defects common in cast pump components, which are a leading cause of pump failures in corrosive service.
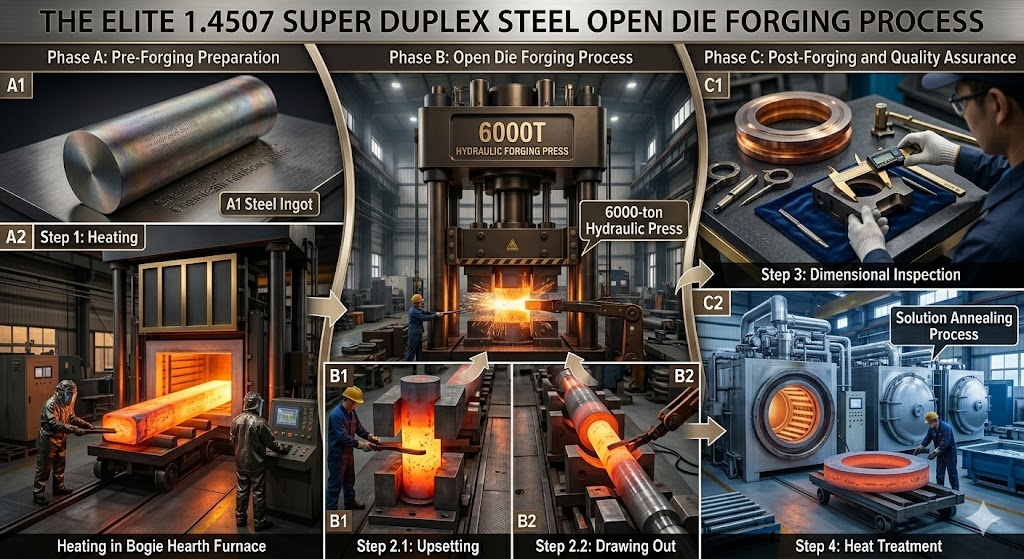
End-to-End 1.4507 Forging Manufacturing Process — 5 Controlled Steps
Jiangsu Liangyi controls the complete production chain for every 1.4507 forging order in-house. This integrated capability is the foundation of our quality assurance system and enables genuine heat-by-heat material traceability from the original steel melt to the certified component at your port of loading.
Step 1 — Steel Melting, Ingot Qualification & Incoming Inspection
1.4507 super duplex stainless steel presents specific difficulties in the melting: - the high chromium and molybdenum content requires a careful control of the temperature, - the addition of nitrogen (0.20-0.30 wt%) under controlled pressure during the AOD (Argon Oxygen Decarburization) refining to avoid gaseous nitrogen porosity in the solidifying ingot. We work exclusively with qualified steel mills whose melting procedures are validated against our incoming material qualification protocol. For critical nuclear-grade or high-specification orders, electroslag remelting (ESR) of the primary ingot is available to further improve inclusion cleanliness and chemical homogeneity — particularly important for large-diameter bar and disc forgings where through-thickness property uniformity is specified. Every incoming billet is inspected for chemical composition by OES (optical emission spectrometry), dimensional and weight verification, and visual surface condition before any forging work begins.
Step 2 — Controlled Ingot Heating & Open Die Breakdown Forging
The heating schedule before and between forging passes is one of the most consequential process parameters for 1.4507. The steel must be heated above the sigma-phase dissolution temperature (~1,020 °C) to ensure the starting microstructure is free from embrittling intermetallic phases, but not held at temperatures above ~1,280 °C to avoid excessive grain growth. Our furnace management system records and archives the full time-temperature history of every forging heat — this record is included in the final documentation package. Our 6,000-ton hydraulic press applies controlled reduction ratios: typically ≥ 4:1 for bars and shafts, ≥ 6:1 for rings after piercing — sufficient to fully work the ingot cross-section and eliminate residual cast structure.
Step 3 — Seamless Ring Rolling on Radial-Axial Mills
After initial upsetting and piercing on the hydraulic press, ring blanks are transferred hot to our computer-controlled radial-axial ring rolling mills. The axial rolls simultaneously control ring height while the radial rolls reduce wall thickness and expand the diameter. This combination produces a circumferentially oriented wrought fibrous grain structure — fundamentally superior to machined-from-bar rings for applications subjected to cyclic pressure loading and temperature cycling. Ring OD from 200 mm to 6,000 mm; ring height controlled to ±3 mm of nominal as forged.
Step 4 — Solution Annealing Heat Treatment
Solution annealing is the critical final thermal process for 1.4507. Each forging or batch is heated uniformly to 1,080–1,120 °C in our computer-controlled furnaces, held for a calculated soak time (minimum 30 minutes per 25 mm of section thickness), and quenched rapidly in a water tank or with forced water jets. The quench rate through the 900–600 °C range is especially critical: insufficient quench rate in this window allows sigma-phase and chi-phase intermetallic formation, which severely degrades both toughness and corrosion resistance. All furnace time-temperature charts and quench records are archived as part of the permanent quality documentation and available to clients upon request.
Step 5 — CNC Precision Machining & Final Dimensional Inspection
Our in-house CNC facility includes heavy-duty CNC turning centers (max. swing 5,000 mm), CNC horizontal boring mills, CNC vertical turning/milling centers, and deep-hole drilling equipment. We deliver 1.4507 forgings in finish-machined condition to your 2D drawings or 3D CAD models (STEP, IGES, Parasolid), eliminating the need for a separate machining subcontractor. Dimensional inspection is performed by CMM (coordinate measuring machine) for complex 3D geometries, with full inspection reports included in the documentation package. Surface finish capability: Ra 25 μm (rough-machined) to Ra 0.8 μm (fine-turned/ground).
1.4507 (X2CrNiMoCuN25-6-3) Chemical Composition — EN 10088-3 Requirements & the Role of Each Alloying Element
Understanding why each element is present — and what happens when it falls outside the specified range — is essential for procurement engineers and quality managers evaluating 1.4507 forging materials:
| Element | Symbol | EN 10088-3 Range (wt%) | Metallurgical Role in 1.4507 |
|---|---|---|---|
| Iron | Fe | Balance (~56–66) | Matrix base metal; provides the BCC ferrite lattice component of the duplex microstructure |
| Chromium | Cr | 24.0 – 26.0 | Primary passive film former; the 25% Cr level is ~50% higher than 316L, enabling the passive oxide to self-repair in chloride environments. Contributes 25 PREN points directly. |
| Nickel | Ni | 6.0 – 8.0 | Austenite stabilizer; balances the ferrite-forming effect of Cr and Mo to maintain the 50/50 duplex phase ratio. Improves low-temperature toughness and general corrosion resistance. |
| Molybdenum | Mo | 3.0 – 4.0 | Critical for pitting and crevice corrosion resistance — each 1% Mo adds 3.3 PREN points. Mo concentrates at the base of developing pits, reinforcing the passive film during repassivation. |
| Copper | Cu | 1.0 – 2.5 | Unique to 1.4507 / UNS S32760. Suppresses active dissolution in reducing acids (H₂SO₄, H₃PO₄) by promoting a protective Cu-enriched surface layer. Makes 1.4507 the preferred grade for sulfuric and phosphoric acid applications. |
| Nitrogen | N | 0.20 – 0.30 | Most cost-effective PREN contributor (×16 multiplier). Partitions to the austenite phase, raising its pitting resistance. Interstitially strengthens austenite, contributing to high yield strength. Suppresses sigma-phase formation. |
| Manganese | Mn | ≤ 2.0 | Partial Ni substitute (austenite stabilizer). Controlled to ≤ 2.0% to avoid MnS inclusions that initiate pitting. |
| Silicon | Si | ≤ 0.7 | Ferrite stabilizer and deoxidant. Limited to ≤ 0.7% because excess Si promotes sigma-phase precipitation in the 600–1,000 °C range, causing severe embrittlement. |
| Carbon | C | ≤ 0.030 | Strictly limited. Carbon above ~0.03% forms chromium carbides (M₂₃C₆) at grain boundaries during cooling, creating Cr-depleted sensitization zones susceptible to intergranular corrosion. The "X2" prefix denotes this low-carbon control. |
| Phosphorus | P | ≤ 0.035 | Residual from steelmaking; segregates to grain boundaries and reduces toughness. Modern EAF/AOD practice routinely achieves P ≤ 0.025%. |
| Sulfur | S | ≤ 0.015 | Strictly controlled to suppress MnS inclusion formation. MnS inclusions are primary pitting initiation sites. Premium-grade orders may specify S ≤ 0.005%. |
At Jiangsu Liangyi, both ladle analysis (heat analysis from the steelmaker) and product analysis (check analysis from finished forgings) are performed and reported in the material test certificate. Our quality system internally targets the tighter ladle values to provide a safety margin against product analysis non-conformance.
1.4507 Forging Heat Treatment Protocol & Full Mechanical Property Data
Solution annealing at 1,080–1,120 °C followed by rapid water quenching is the mandatory delivery condition per EN 10088-3. This heat treatment simultaneously dissolves sigma phase and intermetallic phases, re-establishes the correct ferrite/austenite phase balance, and fully re-dissolves chromium carbides — restoring maximum corrosion resistance and toughness. Guaranteed mechanical properties:
| Mechanical Property | Test Symbol | Condition +A (Annealed) | Condition +AT (Solution Treated) | Test Standard |
|---|---|---|---|---|
| Tensile Strength | Rm (MPa) | 690 – 1,000 | 700 – 900 | ISO 6892-1 / ASTM E8 |
| 0.2% Proof Yield Strength | Rp0.2 (MPa) | 500 – 550 | ≥ 500 | ISO 6892-1 / ASTM E8 |
| 1.0% Proof Yield Strength | Rp1.0 (MPa) | ≥ 550 | ≥ 550 | Available on request |
| Elongation at Fracture | A5 (%) | ≥ 25 | ≥ 25 | ISO 6892-1 / ASTM E8 |
| Reduction in Area | Z (%) | ≥ 40 (typical) | ≥ 40 (typical) | ISO 6892-1 / ASTM E8 |
| Brinell Hardness | HBW | ≤ 270 | ≤ 310 | ISO 6506-1 / ASTM E10 |
| CVN Impact Energy (20 °C) | KV₂ (J) | ≥ 60 | ≥ 60 | ISO 148-1 / ASTM E23 |
| CVN Impact Energy (0 °C) | KV₂ (J) | ≥ 40 (typical) | ≥ 40 (typical) | Available on request |
| Elastic Modulus (20 °C) | E (GPa) | ~200 | ~200 | Reference value |
| Ferrite Phase Fraction | vol% | 40 – 60 | 40 – 60 | ASTM E562 / EN ISO 8249 |
Important temperature service limitation: 1.4507 super duplex stainless steel should not be used in continuous service above approximately 280 °C. Prolonged exposure in the 300–550 °C range promotes precipitation of embrittling sigma and chi intermetallic phases. For cyclic or short-term elevated-temperature exposure below this threshold, 1.4507 performs well. Clients with elevated-temperature design requirements should contact our technical team for a detailed service assessment before final material selection.
International Standards Compliance & 10-Gate Quality Control System
Global Standards for 1.4507 Forging Parts — By Market Region
Our 1.4507 (X2CrNiMoCuN25-6-3) forging parts are manufactured in compliance with the following standards, selected to match the regulatory and project requirements of each global market:
| Market / Application | Applicable Standards & Codes | Notes |
|---|---|---|
| European Union — General | EN 10088-3, EN 10250-4, EN 10243-1 | Chemical, mechanical, tolerance requirements for steel forgings |
| EU Pressure Equipment | PED 2014/68/EU, EN 13480 | Forgings manufactured to material standards compatible with PED 2014/68/EU — CE marking is applied by the pressure equipment manufacturer/assembler, not the forging material supplier |
| North America — Pressure Vessels | ASTM A182 Grade F55, ASME BPVC Section II Part A, SA-182 | Forged pipe flanges and fittings for high-temperature service |
| North America — Bar & Rod | ASTM A276, ASTM A479 | Stainless steel bars and shapes for structural use |
| Oil & Gas — Wellhead | API 6A (21st Ed.), NACE MR0175 / ISO 15156 | Wellhead equipment; sour service material qualification |
| Oil & Gas — Pipeline Valves | API 6D, API 600, EN 12266-1 | Pipeline valves; pressure testing; fire-safe design |
| Subsea / Offshore | DNV-ST-F101, DNV-OS-D101, API 17D | Subsea pipeline systems; marine and offshore equipment |
| Nuclear Power | RCC-M, ASME Section III, HAF 604 | Enhanced traceability, qualification, and documentation |
| NDT Requirements | EN 10228-3/4, ASTM A388, ASTM E709 | UT, MT, PT, RT for forgings |
| Inspection Certificates | EN 10204 3.1 (standard), EN 10204 3.2 (on request) | 3.2 with BV, SGS, TÜV, DNV, LR, ITS, RINA |
10 Mandatory Quality Gates — Our ISO 9001:2015 Inspection Protocol
Every 1.4507 forging order at Jiangsu Liangyi must pass 10 mandatory quality checkpoints before proceeding to the next production step. This ensures non-conformances are detected at the earliest possible point, before further value is added to a potentially defective component:
- Gate 1 — Incoming Steel Billet Inspection: Full OES chemical analysis of each heat, dimensional and weight verification, visual surface inspection, cross-reference against the steel mill's ladle analysis certificate. Non-conforming heats are rejected before any forging work begins.
- Gate 2 — Furnace Heating Record Verification: The whole heating process of each billet is registered by the automated furnace control. The billet is sent to the forging press after the holding time at target temperature and peak temperature are checked against the approved Forging Procedure Specification (FPS).
- Gate 3 — In-Process Dimensional Check During Forging: At intermediate stages of forging the inspectors measure key dimensions (cross-section, length, step diameters). For multi-pass forgings having reheat cycles a check is made after each reheat pass.
- Gate 4 — Post-Forging Visual & Dimensional Inspection: Full surface visual examination for laps, cold shuts, cracks, and scale pitting. Dimensional check against the forging drawing with documented records.
- Gate 5 — Heat Treatment Record Verification & Post-HT Hardness Check: Solution annealing cycle parameters (target temperature, actual temperature, soak time, quench method) verified from furnace records. Brinell hardness measured on each forging in the heat treatment lot.
- Gate 6 — Chemical Product Analysis: Sample cut from each qualified test piece (QTP) is analyzed by OES for product analysis (check analysis). Results compared against EN 10088-3 composition limits including product analysis tolerances per EN 10088 Annex A.
- Gate 7 — Mechanical Property Testing: Tensile test (Rm, Rp0.2, A5%), Charpy V-notch impact test at specified temperature and hardness tests performed on samples from the qualified test piece – all in our in-house testing laboratory with calibrated instruments maintained under our ISO 9001:2015 quality management system. (If the order requires independent laboratory verification, samples can be sent to a third party accredited laboratory at the client's request.)
- Gate 8 — Non-Destructive Testing (NDT): 100% ultrasonic testing (UT) to EN 10228-3 Quality Level Q3 or ASTM A388. MT or PT on all accessible surfaces per EN 10228-4 or ASTM E709. Radiographic testing (RT) available on request.
- Gate 9 — Final Dimensional & Surface Finish Inspection: Complete dimensional verification against the final drawing with calibrated instruments. Surface roughness measurement where specified. Mark verification per EN 10088-3 or ASTM marking requirements.
- Gate 10 — Document Package Review & Release Authorization: Quality manager reviews the complete documentation package before issuing the EN 10204 3.1 or 3.2 certificate and authorizing shipment. For EN 10204 3.2 orders, the client's nominated inspection agency co-signs at this gate.
Global Industry Applications & Verified Project Case Studies
The following application descriptions and project cases are drawn from Jiangsu Liangyi's actual delivery history across 50+ countries. They are presented to help engineers and procurement managers evaluate whether 1.4507 (X2CrNiMoCuN25-6-3) forging parts from Jiangsu Liangyi are the right fit for their specific project requirements.
Oil & Gas — Onshore & Offshore Wellhead, Subsea, and Sour Service
The Challenge: The combination of H2S (hydrogen sulfide), CO2 (carbon dioxide), produced water containing Cl- (chloride ions) and HPHT (high pressure, high temperature) conditions leads to a “sour service” regime where conventional ferritic steels are susceptible to sulfide stress cracking (SSC), austenitic stainless steels to chloride stress corrosion cracking (Cl-SCC), and only NACE qualified alloys can offer reliable long-term service.
The 1.4507 Advantage: 1.4507 (X2CrNiMoCuN25-6-3) is explicitly listed in NACE MR0175 / ISO 15156-3 Table A.3 as a qualifying material for sour service in the solution-annealed condition, with hardness HRC ≤ 36 (HBW ≤ 340) — a requirement our standard protocol ensures is consistently met. The duplex microstructure inherently confers excellent SSC resistance: the ferritic phase is more resistant to SSC than austenitic steel, while the balanced austenite phase provides the low-temperature toughness that purely ferritic steels lack.
Key 1.4507 forged components supplied by Jiangsu Liangyi for oil & gas service: wellhead Christmas tree valve bodies and bonnets, BOP component forgings, API 6A pressure class 5,000–20,000 psi gate valve bodies, tubing hanger bodies and mandrels, casing hanger forgings, subsea connector hub forgings, subsea choke valve bodies, riser flange forgings, and downhole drilling tool components.
Project Case: Middle East Sour Gas Field Development — Saudi Arabia, UAE, Kuwait & Qatar
Between 2018 and 2023, Jiangsu Liangyi supplied a cumulative volume exceeding 5,200 tons of 1.4507 (X2CrNiMoCuN25-6-3) forging parts across 20+ large-scale oilfield development projects in Saudi Arabia, UAE, Kuwait, and Qatar — including API 6A Class 10,000 psi and 15,000 psi wellhead body forgings, BOP component forgings, tubing hanger mandrel forgings, and subsea gate valve body forgings. All components were manufactured to NACE MR0175 / ISO 15156-3 requirements, subject to DNV third-party witnessed inspection under EN 10204 3.2 certification. To the best of our knowledge based on client feedback received, no corrosion-related field failures have been reported for these deliveries over operational periods of up to 8 years in H₂S-containing service — a track record that has led to repeat orders from several of the region's EPC contractors.
Project Case: North Sea Offshore Platform Subsea Tie-Back — United Kingdom & Norway
We supplied 1.4507 seamless rolled ring forgings (ring OD up to 1,800 mm), valve body forgings, and subsea manifold connector hub forgings for a major North Sea tie-back project. The forgings were required to meet material standards compatible with PED 2014/68/EU Category IV and DNV-ST-F101 requirements, with all materials tested at −46 °C for CVN impact energy (minimum 35 J average, 28 J minimum individual, longitudinal). Our 1.4507 forgings consistently achieved impact values exceeding 70 J average at −46 °C — more than double the specified minimum — reflecting the inherent low-temperature toughness advantage of the correctly heat-treated duplex microstructure. TÜV Nord was appointed as third-party inspection agency for EN 10204 3.2 certification.
Chemical & Petrochemical Processing — Acid Corrosion, SCC, and Long Service Life
The Challenge: Chemical process plants often involve known corrosive media at defined concentrations and temperatures — concentrated sulfuric acid, wet phosphoric acid, acetic acid, formic acid — that overwhelm the protection capability of standard stainless steels. 316L corrodes at rates that make it commercially unviable in many of these services. The specific combination of high Cr, high Mo, high N, and — critically — 1–2.5% Cu in 1.4507 delivers a step-change in resistance to reducing acid corrosion that is not achievable with grades lacking the copper addition.
The Mechanism: Copper preferentially deposits at active dissolution sites, inhibiting the cathodic hydrogen evolution reaction that drives anodic dissolution, effectively raising the corrosion potential of the steel into the passive range even in strongly reducing acid environments. For H₂SO₄ concentrations in the 10–60 wt% range at temperatures up to 70 °C, and for wet phosphoric acid (28–40 wt% P₂O₅) at process temperatures, 1.4507 demonstrates corrosion rates 5–20× lower than 316L in independent laboratory testing.
Project Case: Wet Phosphoric Acid Plant Upgrade — North American Chemical Major (USA)
A leading North American chemical company processing phosphate rock to wet process phosphoric acid (WPA) had experienced repeated pump casing failures in their 30 wt% P₂O₅ process stream using cast 316L components — annual replacement consuming over USD 800,000 per year at a single facility. Following a corrosion engineering review, the client specified 1.4507 (UNS S32760) forged pump casings and impellers for a pilot replacement on four process pumps. After 36 months of continuous service in the same WPA process stream, the 1.4507 components showed significantly lower corrosion rates than the previously used cast 316L material — compared to the average 11-month service life reported by the client for cast 316L in the same service. The client subsequently standardized on our 1.4507 forgings across all WPA process pumps at the facility.
Project Case: Specialty Chemical Plant Reactor System — Germany
A German Tier-1 specialty chemical manufacturer producing acetic acid derivatives required replacement forged nozzle stub-ends, agitator shaft forgings, and flanged fittings for a reactor system operating at 140 °C with 80 wt% acetic acid. The material specification of the client was compliant to EN 10088-3, intergranular corrosion testing according to ISO 3651-2 (Huey test, 5 boiling cycles in 65% HNO₃) and metallographic examination to demonstrate no sigma phase or chromium carbide precipitation.Jiangsu Liangyi fully met these requirements — Huey test results achieved maximum corrosion rates of 0.15 mm/year, well within the 0.5 mm/year acceptance criterion — with TÜV Rheinland witnessing the EN 10204 3.2 certification process.
Nuclear Power — Safety-Critical Forgings with Full Traceability
The Challenge: Nuclear power applications impose the most stringent requirements on material traceability, qualification, and documentation. Every kilogram of steel in a safety-related nuclear component must be traceable to a specific verified heat, manufactured using a qualified and audited process route, tested by qualified inspectors with calibrated equipment, and documented in a quality dossier accessible for the operational life of the nuclear installation — potentially 60+ years. The primary appeal of 1.4507 in nuclear service is its superior resistance to chloride stress corrosion cracking (Cl-SCC) in boric acid-treated reactor coolant water, combined with its high mechanical strength allowing thinner, lighter component designs.
Project Case: High-Specification Industrial Forging with Nuclear-Grade Documentation Requirements — Asia Pacific
Jiangsu Liangyi has made 1.4507 (X2CrNiMoCuN25-6-3) open die forgings according to nuclear grade documentation and quality management requirements, including full heat-by-heat material traceability from steel melting to finished component, pre-production procedure qualification, production qualification test (PQT) coupon testing with 100% witnessed mechanical testing and comprehensive quality plan documentation. These forgings are the highest specification level that we routinely produce and the rigour of the qualification and documentation process is consistent with our ISO 9001:2015 quality management system. Clients requiring forgings for nuclear safety-related applications should confirm applicable licensing and qualification requirements with our technical team before placing their order.
Offshore Wind Power & Marine Renewable Energy
The Challenge: Offshore wind turbines in the North Sea, Baltic Sea, and other locations operate in a uniquely aggressive environment: continuous seawater exposure, high mechanical cyclic loading from turbine rotation and wave action, and expected lifetimes exceeding 25 years with minimal maintenance. These conditions rule out conventional carbon steel flanges and shaft connections without aggressive cathodic protection and coating systems, pushing designers toward corrosion-resistant alloy (CRA) forgings for structural applications that are difficult to externally protect.
The 1.4507 Advantage: Seawater pitting resistance with CPT > 40 °C (ASTM G48 Method C), combined with the high fatigue strength inherent in the forged duplex microstructure — make 1.4507 technically superior to both 2205 and 316L for offshore wind structural flange applications. Our seamless rolled ring forgings for offshore wind tower flanges are routinely produced with OD from 1,500 mm to 4,500 mm, to EN 10250-4 and DNV material standards, with impact testing at −20 °C standard to cover Arctic and sub-Arctic installation scenarios.
Project Case: Offshore Wind Farm Structural Flanges — North Sea (Netherlands & United Kingdom)
We supplied 1.4507 seamless forged structural flanges and transition piece connection flange rings for a 580 MW offshore wind farm development in the southern North Sea, spanning two national EEZs (Netherlands and UK). The forged ring flanges — OD 3,200–4,000 mm, flange heights 300–450 mm — were manufactured to EN 10250-4 + DNV requirements, with all mechanical testing at −20 °C. Full UT was performed to EN 10228-3 Quality Level Q3 on every ring. Bureau Veritas (BV) was appointed for EN 10204 3.2 witnessed certification. After four years of North Sea operation, zero flange-related structural anomalies have been reported in annual ROV inspection surveys.
Desalination & Water Treatment — Extreme Chloride Service
The Challenge: Large-scale seawater reverse osmosis (SWRO) desalination plants operate under extreme chloride exposure: seawater at Cl⁻ concentrations of 19,000–35,000 ppm, pressures up to 80 bar for high-pressure pump trains, and expected lifetimes exceeding 25 years without pump casing replacement. This combination makes 316L and even 2205 duplex steel inadequate for high-pressure pump casings and energy recovery device components — applications where 1.4507 has become the specified material of choice.
Project Case: SWRO Desalination High-Pressure Pump Forgings — Saudi Arabia & UAE
Jiangsu Liangyi has supplied 1.4507 (UNS S32760) forged pump casings, impellers, and diffuser rings for high-pressure pump trains in major SWRO desalination projects in Saudi Arabia and UAE, with individual plant capacities of 150,000–600,000 m³/day. Produced to ASTM A182 Grade F55 with impeller blade hydraulic profile tolerances held to ±0.08 mm verified by CMM inspection. After 5–10 years of continuous operation in Gulf seawater service, client feedback indicates substantially improved corrosion performance compared to previously used materials in the same service environments.
Note on Project Case Studies: The project cases presented on this page are based on actual deliveries made by Jiangsu Liangyi. Specific numerical data (quantities, capacities, plant outputs) are provided as representative examples. Due to confidentiality obligations we do not identify clients by name. Prospective clients may request general reference information through our sales team.
Why Global Buyers Choose Jiangsu Liangyi for 1.4507 Super Duplex Forging Parts
There are dozens of forging manufacturers in China. The following are the specific, verifiable differentiators that have led clients in 50+ countries to place repeat orders with us over periods spanning 5–20 years:
- Fully Integrated Manufacturing — No Subcontracting of Core Processes: We perform steel billet sourcing and qualification, open die forging, ring rolling, solution annealing heat treatment, CNC machining, and all mechanical and NDT testing within our own 80,000 m² facility. Quality control has direct authority over every value-adding step — there are no "black box" subcontracted operations where non-conformances can develop undetected.
- Large-Section Capability Demonstrated by Actual Delivery Records: Our 6,000-ton hydraulic forging press capability has been demonstrated in actual production of 1.4507 single-piece forgings up to 30 tons, with certified mechanical test results on file. We quote capability based on what we have actually manufactured and delivered — not theoretical equipment nameplate ratings.
- 15+ Years of Dedicated 1.4507 / Super Duplex Specialization: Our forging engineers and heat treatment specialists have built up specific procedural knowledge and archived process parameter records for 1.4507 in 15+ years of continuous production. This is important when clients ask for unusual section geometries, tight PREN minimum specifications or difficult low temperature impact test requirements.
- EN 10204 3.2 Inspection Readiness as a Standard Service: Our quality system is designed to support third-party witnessed inspection routinely, not as an exception. We can set up witnessed inspection appointments with all major international inspection agencies such as BV, SGS, TÜV SÜD, TÜV Rheinland, TÜV Nord, DNV GL, Lloyd's Register (LR), Intertek (ITS) and RINA. At the time of order, the client selects the preferred inspection agency and we work out the scheduling and access to facilitate the witnessing process without affecting the production schedule.
- Competitive Lead Times: Standard 1.4507 forging orders typically complete in 3–6 weeks (simple shapes, standard sizes, available material). Complicate custom forgings with special heat treatment sequences or extensive NDT: 6–10 weeks. We provide detailed production timelines with milestone dates at order confirmation, and keep schedule visibility through weekly progress reports for orders exceeding 10 tons or involving multiple part numbers.
- Full Price Transparency: Our quotations are itemized to cover the forging unit price, heat treatment, mechanical testing, NDT, dimensional inspection, EN 10204 certificate (3.1 or 3.2), surface protection, and freight to named port of loading. There are no subsequent invoices for "extra tests" or "certificate fees" not included in the original quotation.
Frequently Asked Questions — 1.4507 (X2CrNiMoCuN25-6-3 / UNS S32760) Forging Parts
Custom 1.4507 (X2CrNiMoCuN25-6-3) Forging Parts Inquiry & Global Support
Jiangsu Liangyi is your trusted manufacturer in China, we are ISO 9001:2015 certified and specialized in premium 1.4507 (X2CrNiMoCuN25-6-3 / UNS S32760) super duplex stainless steel forged parts. With over 25 years of forging expertise, an 80,000-square-meter modern production base, and advanced production and testing equipment, we deliver customized forging solutions to customers across more than 50 countries in Europe, North America, the Middle East, Asia Pacific and Australia. Global customers are welcome to submit your custom drawings, material requirements, order quantity and technical specifications. We will provide you with a detailed and competitive quotation.
Inquiry Email: sales@jnmtforgedparts.com
Phone/WhatsApp: +86-13585067993
Website: https://www.jnmtforgedparts.com
Sitemap: Sitemap
Address:
Chengchang Industry Park, Jiangyin City, Jiangsu Province, China