1.3917 (Ni42) Forged Parts | Custom Open Die Forgings & Seamless Rolled Rings

1.3917 (Ni42) Forging — Manufacturer Overview & Core Capabilities
Jiangsu Liangyi Co., Limited is an ISO 9001:2015 certified China manufacturer of 1.3917 (Ni42) forged parts, open die forgings, seamless rolled rings and custom alloy components. Founded in 1998 and based in Jiangyin City, Jiangsu Province — one of China's most established heavy forging industrial zones — we have accumulated over 25 years of dedicated nickel-iron alloy forging experience, supplying precision-grade 1.3917 Ni42 forgings to customers across 50+ countries in North America, Europe, the Middle East, Southeast Asia and Australia.
Our 80,000 m² facility integrates the full production chain under a single roof: vacuum induction melting (VIM), electroslag remelting (ESR), vacuum arc remelting (VAR), hydraulic open die forging, ring rolling, heat treatment, CNC machining, and comprehensive non-destructive testing (NDT). This vertically integrated model gives us direct control over every variable that affects Ni42's critical controlled expansion and soft magnetic properties — an advantage that contract-only manufacturers cannot replicate.
All 1.3917 Ni42 forged parts leave our facility with EN 10204 3.1 or 3.2 Mill Test Certificates (MTC), full chemical and mechanical traceability from melt heat to finished part, and 100% ultrasonic testing per EN 10228-3 or ASTM A388. Third-party inspection by SGS, Bureau Veritas, TÜV Rheinland, Lloyd's Register or client-nominated agencies can be arranged upon request.
Complete 1.3917 (Ni42) Forged Product Shape Range
We custom manufacture every standard forging geometry in Ni42 alloy according to international standards and client-supplied drawings. Each shape category carries different dimensional capability limits determined by our press and rolling equipment — consult our technical team for specific feasibility assessment on your drawing:
- Ni42 Forged Round Bars & Step Shafts — Max diameter 2000mm, max length 15m. Step shafts with multiple diameter transitions achievable in a single forging sequence to minimize material loss
- Ni42 Forged Square, Flat & Rectangular Bars — Custom cross-sections per client drawing. Tight-tolerance rectangular bars for precision blanks and machining stock
- 1.3917 Seamless Rolled Forged Rings & Contoured Rings — Max OD 6000mm, max weight 30T per ring. Rectangular, square, L-shaped and T-shaped profiles available. Near-net-shape ring rolling reduces material waste by up to 40% versus cut-from-plate
- Ni42 Forged Housings, Shells, Sleeves & Hollow Bars — Hollow forging process for tubular parts. Bore diameter and wall thickness per drawing. Periscopic inner-surface inspection as standard for hollow parts
- 1.3917 Forged Discs, Disks, Blocks, Plates & Flanges — Large-diameter disc forgings up to 2000mm. Flanges with integral hubs and bolting patterns per ANSI/DIN/EN/ASME standard or custom drawing
- Ni42 Forged Tube Sheets & Heads — For heat exchanger and pressure vessel applications. Full face and raised face machining available
- Ni42 Forged Pipes, Tubes, Casings & Barrels — Seamless forged pipe sections for demanding pressure applications where CTE matching with adjoining glass-seal assemblies is required
View our complete production capability and equipment list on our Products and Equipment pages.
What Is 1.3917 (Ni42)? Metallurgy, Physics & the Invar Effect Explained
1.3917 (Ni42) is a binary iron-nickel (Fe-Ni) controlled expansion alloy containing 41.0–43.0% nickel by weight, with the balance being iron and trace alloying additions limited to very low levels. It is classified under the European EN standard system as material number 1.3917, and is most commonly known under the commercial trade name Ni42 or Alloy 42. All these designations refer to the same fundamental alloy system with the same chemical composition and property requirements.
The alloy's most commercially valuable property — its unusually low coefficient of thermal expansion (CTE) relative to pure metals — is a direct consequence of a quantum-mechanical phenomenon called the Invar effect, which was first discovered by Swiss physicist Charles Édouard Guillaume in 1897. Understanding this phenomenon is essential for correctly specifying, processing and applying Ni42 in engineering designs.
The Invar Effect: Why Ni42 Barely Expands With Heat
Normal metals expand when they are heated, because increased thermal energy causes atoms to vibrate with greater amplitude around their equilibrium positions, pushing them further apart and increasing the average interatomic distance. In iron-nickel alloys near the 36–48% nickel composition range, a competing quantum mechanical effect partially cancels this normal thermal expansion.
In the ferromagnetic state (below the Curie temperature), iron-nickel alloys exhibit spontaneous volume magnetostriction — the magnetic ordering of electron spins causes the crystal lattice to adopt a slightly larger volume than it would in the paramagnetic (non-magnetic) state. As temperature increases, this magnetic ordering progressively weakens, causing the lattice to contract slightly in the magnetic contribution dimension. The thermal expansion and the magnetic contraction occur simultaneously and oppose each other. At the Ni42 composition, these two effects nearly balance, producing a net CTE significantly lower than either pure iron (~11.8 × 10⁻⁶/°C) or pure nickel (~13.4 × 10⁻⁶/°C).
For Ni42 specifically, this balance produces a CTE of approximately 4.5–5.5 × 10⁻⁶/°C across the 20–100°C temperature range — closely matching the CTE of borosilicate glass (approximately 3.3–5.0 × 10⁻⁶/°C depending on grade), alumina ceramics (approximately 6.0–8.0 × 10⁻⁶/°C) and many technical soda-lime glasses (approximately 8.5–9.0 × 10⁻⁶/°C for grades matched to Ni42). This CTE match is the fundamental reason Ni42 is the material of choice for glass-to-metal hermetic sealing applications.
The practical consequence for design engineers: when Ni42 is bonded to a borosilicate glass seal and subjected to a temperature cycle, the differential thermal stress at the bond interface is reduced to a level that glass can tolerate without cracking. With conventional steel or copper alloys, the CTE mismatch would generate tensile stress in the glass during cooling that far exceeds glass's fracture toughness, causing immediate or fatigue-driven seal failure. Ni42 eliminates this failure mode when correctly matched to the glass grade.
CTE Behavior of 1.3917 (Ni42) Across Temperature Range
An important engineering point that many product datasheets omit: the CTE of Ni42 is not constant across all temperatures. It varies with temperature in a characteristic, non-linear way that directly reflects the evolution of magnetic ordering. Not accounting for the temperature dependence of the room-temperature CTE may result in improper hermetic seal designs, particularly for components that need to function through large temperature changes. The table below shows the mean CTE (Ni42) in main engineering temperature intervals:
| Temperature Interval | Mean CTE (× 10⁻⁶/°C) | Engineering Significance |
|---|---|---|
| -50°C to 20°C (cryogenic range) | ~3.5 – 4.2 | Well below glass CTE; check glass grade compatibility for cryogenic seals |
| 20°C to 100°C (standard range) | ~4.5 – 5.3 | Optimal match to borosilicate glass; primary design range for most hermetic seals |
| 20°C to 200°C (elevated range) | ~5.8 – 7.0 | CTE rising as magnetic ordering weakens; verify glass match at upper temperature |
| 20°C to 275°C (upper service limit) | ~8.5 – 10.5 | Approaching Curie point; Invar effect diminishing. Confirm application suitability |
| Above ~300°C (above Curie point) | ~12 – 14 | Alloy becomes paramagnetic; CTE rises to near-normal Fe-Ni levels. Not recommended |
The upper service temperature limit of 275°C is not arbitrary — it is set conservatively below the alloy's Curie temperature (approximately 270–310°C depending on exact composition and magnetic history). Above this temperature, the Invar effect that suppresses CTE begins to disappear. Applications requiring Ni42 components to operate above 200°C should consult our technical team for a detailed CTE analysis at actual operating temperatures, as the assumptions valid at room temperature may not hold at elevated temperatures.
Soft Magnetic Properties of 1.3917 (Ni42)
Beyond its controlled expansion properties, 1.3917 (Ni42) exhibits useful soft magnetic characteristics that are exploited in current transformer cores, relay housings, magnetic shielding components, and sensor elements. The ferromagnetic ordering that produces the Invar effect also gives Ni42 relatively high magnetic permeability and low coercive field — the hallmarks of a soft magnetic material.
| Magnetic Property | Typical Value | Unit |
|---|---|---|
| Initial Permeability (μᵢ) | ~800 – 1,500 | μ₀ (relative) |
| Maximum Permeability (μmax) | ~5,000 – 12,000 | μ₀ (relative) |
| Saturation Magnetization (Bs) | ~1.3 – 1.5 | T (Tesla) |
| Coercive Field (Hc) | ~40 – 100 | A/m |
| Curie Temperature (Tc) | ~270 – 310 | °C |
| Electrical Resistivity (ρ) | ~0.70 – 0.80 | μΩ·m (at 20°C) |
Magnetic properties of Ni42 are highly process-sensitive. Any residual cold work, internal stress, or contamination from steel tooling contact during forging can suppress permeability by 30–60% compared to properly annealed values. Our proprietary low-contamination forging tooling program and dedicated Ni42 die-cleaning protocol — developed over 20+ years of magnetic application supply experience — ensures that the post-anneal magnetic properties of our forgings consistently meet the reference values above. Customers specifying Ni42 for magnetic applications should always request magnetic property testing (not just mechanical testing) in the MTC.
Key Physical & Thermal Properties of 1.3917 (Ni42)
| Property | Value | Unit |
|---|---|---|
| Density | 8.1 | g/cm³ |
| Melting Range | 1,425 – 1,450 | °C |
| Thermal Conductivity | ~12 – 15 | W/m·K |
| Specific Heat Capacity | ~480 – 510 | J/kg·K |
| Young's Modulus (E) | ~145 – 155 | GPa |
| Poisson's Ratio (ν) | ~0.29 – 0.31 | — |
| Electrical Resistivity | ~0.70 – 0.80 | μΩ·m |
| Curie Temperature | ~270 – 310 | °C |
1.3917 (Ni42) vs Comparable Controlled Expansion Alloys — Full Engineering Comparison
Engineers selecting between controlled expansion alloys often face a choice among Ni36 (Invar), Ni42, Ni48, Kovar (Ni29Co17) and Permalloy variants. Each occupies a distinct application niche. The decision is not simply about lowest CTE — it involves CTE-matching to the specific glass or ceramic partner, magnetic property requirements, temperature range, machinability, weldability and cost. The following comparison covers all parameters relevant to engineering selection:
| Property / Criteria | 1.3917 (Ni42) | Invar 36 (1.3912) | Ni48 (1.3922) | Kovar (Ni29Co17) |
|---|---|---|---|---|
| Nickel Content | 41–43% | 35–37% | 47–49% | 28–30% Ni + 16–18% Co |
| CTE at 20–100°C (×10⁻⁶/°C) | ~4.5 – 5.3 | ~1.0 – 1.5 | ~8.0 – 9.0 | ~5.0 – 5.5 |
| Glass/Ceramic Match | Borosilicate, soft glass types | Ultra-low expansion glass, invar-matched ceramics | Soda-lime glass, high-expansion ceramics | Borosilicate, hard glass, BeO, Al₂O₃ ceramics |
| Curie Temperature (°C) | ~270–310 | ~277 | ~500 | ~435 |
| Upper Service Temperature | 275°C | ~250°C | ~450°C | ~450°C |
| Soft Magnetic Performance | Good — µmax ~5,000–12,000 | Moderate — µmax ~3,000–7,000 | Good — µmax ~5,000–10,000 | Moderate — µmax ~2,000–5,000 |
| Machinability | Good — balanced alloy | Moderate — work-hardens rapidly | Good | Moderate — brittle tendency |
| Weldability | Good — TIG/MIG with matched filler | Moderate — requires low heat input | Good | Good with Kovar filler wire |
| Relative Material Cost | Moderate ($$) | Moderate ($$) | Moderate ($$) | High ($$$) — cobalt premium |
| Primary Application | Automotive sensors, general hermetic sealing, magnetic components, relay housings | Precision instruments, laser frames, cryogenic tooling | High-temperature glass seals, lamp electrodes, power electronics | Aerospace electronic packages, high-power microwave devices, MIL-spec seals |
1.3917 (Ni42) Chemical Composition — EN Standard & Composition Control
The chemical composition of 1.3917 (Ni42) is deceptively simple — primarily iron and nickel — but maintaining precise composition limits is far more demanding than the short element list suggests. Small deviations in nickel content of even ±0.5% can shift the CTE by 0.3–0.8 × 10⁻⁶/°C, which is the difference between a hermetic seal that works and one that fails in thermal cycling. Trace elements including carbon, silicon and sulfur have disproportionate effects on magnetic permeability and grain boundary integrity at the ppm level.
| Element | EN 1.3917 Standard Limit | Our Standard Production Range | Available Tight-Control Range | Effect of Excess on Properties |
|---|---|---|---|---|
| Nickel (Ni) | 41.0 – 43.0% | 41.5 – 42.5% | 41.8 – 42.2% for critical CTE | Excess Ni raises CTE; deficit lowers CTE — both reduce glass seal reliability |
| Carbon (C) | ≤ 0.05% | ≤ 0.03% | ≤ 0.01% aerospace/magnetic grade | Excess C forms carbides at grain boundaries, reduces ductility and magnetic permeability |
| Silicon (Si) | ≤ 0.30% | ≤ 0.20% | ≤ 0.10% high-purity magnetic grade | Excess Si suppresses permeability and increases brittleness during cold drawing |
| Manganese (Mn) | ≤ 1.00% | 0.30 – 0.60% | 0.30 – 0.50% per spec | Beneficial in limited amounts (sulfur scavenger, machinability aid); excess raises CTE slightly |
| Phosphorus (P) | ≤ 0.020% | ≤ 0.012% | ≤ 0.008% aerospace grade | Grain boundary embrittlement; reduces hot ductility and increases susceptibility to hydrogen damage |
| Sulfur (S) | ≤ 0.015% | ≤ 0.008% | ≤ 0.003% ultra-high purity | MnS inclusions form stringers during forging; these act as fatigue crack initiation sites and disrupt magnetic domain walls |
| Cobalt (Co) | Not specified by EN | ≤ 0.50% (residual) | ≤ 0.10% for strict CTE matching | Cobalt elevates Curie temperature; at significant levels, shifts both CTE and magnetic behavior — must be tracked for predictable performance |
| Iron (Fe) | Balance | Balance | Balance | — |
Our VIM (Vacuum Induction Melting) first-stage process is specifically designed to address the composition sensitivity of Ni42. In conventional air melting, oxidation losses make it difficult to hold nickel within ±0.3% of target. In our VIM furnace, the controlled atmosphere allows precise nickel additions with recovery rates above 99%, enabling us to consistently hit a narrow nickel aim point and hold the final composition within ±0.2% of target. This precision is not possible with conventional air-melt or argon oxygen decarburization (AOD) primary melting used by lower-cost suppliers.
1.3917 (Ni42) Forging Manufacturing Process — Triple Melt Technology & Proprietary Controls
Producing 1.3917 Ni42 forged parts that reliably deliver controlled expansion and soft magnetic properties requires a manufacturing approach fundamentally different from standard carbon or alloy steel forging. The alloy is unforgiving: improper melting introduces inclusions that scatter magnetic domains; incorrect forging temperatures produce a coarse-grained microstructure that broadens the CTE response; inadequate heat treatment leaves residual stress that shifts both expansion behavior and magnetic permeability unpredictably. Below is our complete manufacturing process, including the proprietary controls we have developed over 25+ years of specialized Ni42 forging experience.
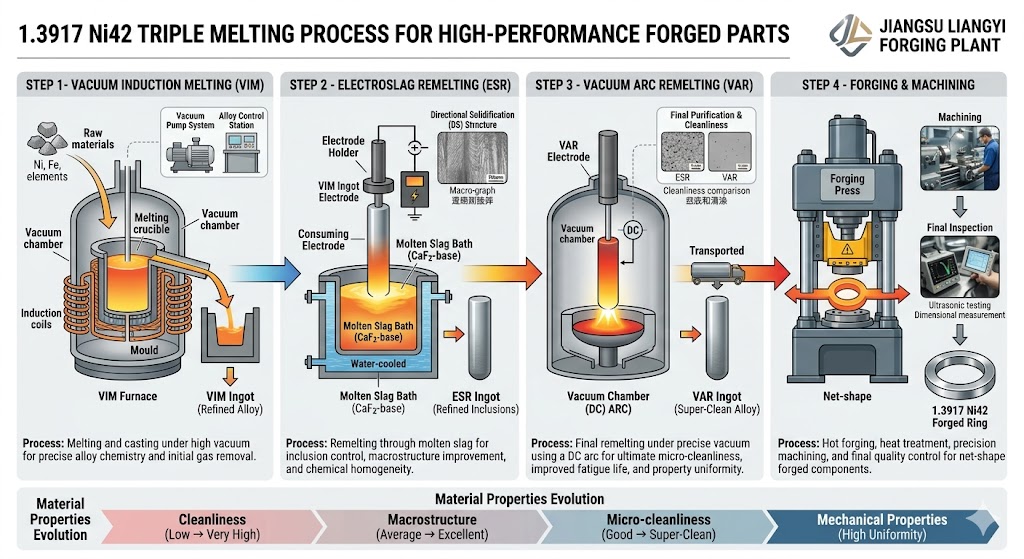
Stage 1 — VIM + ESR + VAR: Why Triple Melt Is Non-Negotiable for Ni42
Single-melt or double-melt Ni42 ingots contain enough residual gas content, composition scatter and non-metallic inclusions to make the final forging's magnetic properties unreproducible from heat to heat. For components where a ±5% permeability variation between production batches is unacceptable, triple melt is the only approach that provides the required consistency. Here is what each stage contributes:
All charges use virgin-grade raw materials — electrolytic nickel (≥99.9% Ni), low-sulfur electrolytic iron and traceable alloy additions. No scrap recirculation for high-specification orders. The VIM furnace operates at pressures below 0.01 mbar, removing dissolved hydrogen, nitrogen and oxygen that would otherwise form gas porosity and oxide inclusions in the ingot. VIM allows nickel content to be controlled to within ±0.15% of the aim composition — a precision impossible in air or argon melting. Each VIM heat generates an intermediate analysis certificate that must pass our internal go/no-go acceptance gate before the electrode is cleared for ESR.
The VIM-cast electrode is remelted by passing it through a molten fluoride-oxide slag pool. As the metal droplets fall through the slag and re-solidify in the water-cooled copper mold below, two critical refinements occur simultaneously. First, the slag chemically reacts with remaining oxide inclusions, transferring them out of the metal pool and into the slag phase — reducing oxide inclusion content by typically 70–90% versus the VIM electrode. Second, the controlled solidification direction and rate produce a columnar microstructure with significantly reduced macro-segregation, meaning the nickel content is more uniform through the ESR ingot cross-section than in the as-VIM electrode. Our slag chemistry is optimized specifically for Ni42 (low sulfur transfer slag) and changed after each heat to prevent iron-sulfide buildup that would contaminate subsequent Ni42 heats.
The ESR ingot becomes the VAR consumable electrode, remelted by DC arc in a high-vacuum chamber (below 0.001 mbar). VAR delivers three specific improvements over the ESR ingot. First, it further reduces hydrogen content to below 2 ppm — the threshold above which hydrogen-induced grain boundary weakening can occur during post-forge slow cooling of large cross-sections. Second, VAR's high-intensity arc stirring breaks up any remaining micro-segregation in the ESR ingot, producing a more homogeneous nickel distribution through the billet cross-section. Third, the absence of any slag contact eliminates the last source of non-metallic contamination. For Ni42 magnetic applications, the VAR step is particularly critical: even sub-ppm levels of certain impurities act as magnetic domain pinning sites, adding to coercive field and suppressing permeability. After VAR, our Ni42 ingots achieve very low non-metallic inclusion content; ASTM E45 inclusion rating testing can be arranged for specific orders upon request, with results documented in the MTC.
After VAR, ingots undergo surface inspection, X-ray macro-examination and, for large ingots, phased-array ultrasonic mapping before forging is authorized. Ingot heating is staged — slow soak periods at intermediate temperatures allow hydrogen to diffuse to the surface before the forging temperature is reached. This step is particularly important for large cross-section ingots (>600mm diameter) where hydrogen diffusion kinetics are slow. Our proprietary heating profile for Ni42, developed through metallurgical simulation and validated by post-forge hydrogen measurement, reduces residual hydrogen content by an additional 30–40% versus standard heating cycles. Initial breakdown forging uses our 6000T press with aggressive reduction ratios to fully close any residual centerline porosity from ingot solidification — a structural defect that, if left unclosed, would appear as a rejectable indication in UT inspection of finished parts.
Ni42 hot forging is conducted in a tightly controlled temperature window of 950°C to 1180°C. The upper limit of 1180°C prevents incipient grain boundary melting and rapid grain growth that would degrade both mechanical properties and the uniformity of magnetic domain structure. The lower limit of 950°C (with final forging above 850°C) prevents surface cracking from reduced hot ductility at low temperatures. For ring rolling, final roll pass is completed above 900°C to ensure full plastic deformation through the ring wall thickness. Our digital press control system logs forming force, stroke rate and die temperature for every forging, creating a permanent record linked to the heat number and piece identity. For seamless rolled rings, our 5-meter rolling machine with closed-loop dimensional control delivers ring OD and wall thickness within ±2mm as-rolled, reducing downstream machining allowance and material loss.
After forging, all 1.3917 Ni42 parts undergo a carefully controlled full anneal to relieve forging stresses, recrystallize the worked microstructure to a uniform equiaxed grain (target ASTM 5 or finer), and re-establish the thermally stable magnetic domain structure necessary for consistent CTE and permeability. Our standard anneal cycle for Ni42 is 850–950°C for 2–6 hours depending on cross-section thickness, followed by controlled cooling in a protective nitrogen atmosphere furnace to below 200°C before air cooling. Protective atmosphere is mandatory: Ni42 forms a surface oxide at annealing temperatures that, while thin, acts as a diffusion barrier for hydrogen outgassing and creates a surface condition that reduces adhesion of subsequent plating or glass sealing operations if not removed. Furnace temperature uniformity is verified to ±10°C by CNAS-accredited calibrated thermocouples (China National Accreditation Service for Conformity Assessment), ensuring consistent grain size and property outcomes across large batches.
Mechanical Properties — Guaranteed Values (Annealed Condition)
| Property | Guaranteed Minimum | Typical Achieved | Test Standard |
|---|---|---|---|
| Yield Strength (Rp0.2) | 248 MPa (36 KSI) | 260 – 290 MPa | EN ISO 6892-1 |
| Tensile Strength (Rm) | 490 MPa (71 KSI) | 510 – 560 MPa | EN ISO 6892-1 |
| Elongation (A50mm) | >40% | 42 – 50% | EN ISO 6892-1 |
| Reduction of Area (Z) | >65% | 70 – 80% | EN ISO 6892-1 |
| Hardness | ≤ 130 HB | 100 – 125 HB | EN ISO 6506-1 |
| Grain Size | ASTM 5 or Finer | ASTM 5 – 7 | ASTM E112 |
Comprehensive Quality Inspection & NDT — Our 9-Point Verification Protocol
Every finished 1.3917 Ni42 forged part passes through our complete in-house inspection sequence before shipping. This is not a sampling protocol — 100% of pieces are checked at critical stages:
- Visual & Surface Examination: 100% external surface inspection under adequate lighting for cracks, laps, seams, pits and scale inclusions that indicate surface quality issues. Surface roughness measurement for machined surfaces per drawing requirements
- Dimensional Verification: Full dimensional layout per drawing with calibrated instruments. Digital records linked to piece serial number. Straightness measurement for bars and shafts, roundness and wall thickness measurement for rings and hollow parts
- Chemical Composition Verification: Optical emission spectrometer (OES) analysis on a coupon from each forging heat, cross-referenced against VIM and ESR analysis records. Nickel content verified to ±0.1% accuracy
- Mechanical Property Testing: Tensile, yield, elongation and reduction of area from specimens taken per EN 10228 or client-specified sampling plan. Brinell hardness survey across forging cross-section
- Grain Size & Microstructure Examination: Metallographic section, etch and optical microscope examination. ASTM E112 grain size rating. Examination for carbide precipitation, grain boundary anomalies and microstructural homogeneity
- Macro-Examination: Sulfur print or acid etch macro-examination on one representative piece per heat to verify freedom from pipe, porosity, segregation and flaking
- 100% Ultrasonic Testing (UT): 100% volumetric scanning per EN 10228-3 Class 3 or ASTM A388, with acceptance criteria as agreed with client. Phased-array UT available for complex geometries. All UT reports archived and available in MTC package
- Hollow Part Inner Surface Inspection: Periscopic or borescope inner-bore inspection for hollow bars, sleeves and rings. Surface condition, dimensional uniformity and freedom from laps or tool marks verified
- Magnetic Property Testing (Optional): Measurement of initial permeability, maximum permeability, coercive field and saturation magnetization on test specimens per client-specified method. Recommended for all magnetic application components. Available on-site or at third-party magnetic measurement laboratory
All inspection results are documented in the EN 10204 3.1 or 3.2 Mill Test Certificate, which includes heat number, melt route, chemical composition, mechanical properties, heat treatment records, dimensional certificate, UT results and (where applicable) magnetic property data. Digital MTC packages delivered as PDF — hard copy available for 3.2 certification.
Machining 1.3917 (Ni42) Forgings — Engineering Guidance for Precision Results
Many engineers who have experience with stainless steel or carbon steel forgings are surprised by the machining behavior of Ni42. The alloy's combination of moderate hardness (100–125 HB annealed), high ductility (elongation 42–50%) and work-hardening tendency makes it behave differently from more familiar materials. Poor machining practice on Ni42 does not just reduce tool life — it can introduce residual stress and microstructural changes that degrade the controlled expansion and magnetic properties the alloy was selected for. The following guidance is based on our in-house CNC machining experience with Ni42 and feedback from customers who machine our forged billets.
Ni42 Machining Characteristics
| Operation | Tool Material | Cutting Speed (Vc) | Feed Rate (f) | Depth of Cut (ap) | Coolant |
|---|---|---|---|---|---|
| Rough Turning | Carbide (uncoated or TiAlN) | 60 – 100 m/min | 0.2 – 0.4 mm/rev | 2 – 5 mm | Flood coolant essential |
| Finish Turning | Fine-grain carbide, TiN-coated | 80 – 120 m/min | 0.05 – 0.15 mm/rev | 0.2 – 0.8 mm | Flood coolant, no misting |
| Face Milling | Carbide inserts (TiAlN) | 70 – 110 m/min | 0.1 – 0.2 mm/tooth | 1 – 4 mm | Flood coolant required |
| Drilling | Solid carbide or HSS-Co (M42) | 20 – 40 m/min | 0.05 – 0.15 mm/rev | — | Through-tool coolant preferred |
| Grinding | Aluminum oxide (white / pink) | 25 – 35 m/s (wheel) | Low (0.01–0.05 mm/pass) | 0.005 – 0.02 mm | Copious flood coolant mandatory |
Critical Warning — Dry Machining & Heat Generation: Never machine Ni42 dry or with insufficient coolant. The alloy's low thermal conductivity (~12–15 W/m·K, compared to ~50 W/m·K for carbon steel) means heat generated at the cutting zone dissipates slowly into the workpiece. Surface temperatures can reach 400–600°C in a localized zone with inadequate cooling — well above the level that causes microstructural changes and residual stress introduction. For magnetic-application components, any surface zone that is heated above approximately 300°C during machining and rapidly cooled may exhibit locally altered magnetic permeability, causing instrument readings to differ from the bulk value. Our in-house machining shop uses flood coolant for all Ni42 operations without exception.
Work hardening during machining of Ni42 is real but manageable. The alloy's work hardening rate is moderate — higher than austenitic stainless steel 316, lower than Inconel 625. The practical implication: always machine continuously without rubbing. A tool that merely rubs against the workpiece surface without cutting chips will build up a work-hardened layer that dramatically increases the cutting force required on the next pass. For interrupted cuts on complex geometries, slightly increase cutting speed and reduce feed per tooth to minimize dwell time at the tool-workpiece interface.
1.3917 (Ni42) Forged Parts Industrial Applications & Global Case Studies
Our 1.3917 (Ni42) forgings serve a remarkably diverse range of industries, all connected by a common thread: the need for dimensional stability and/or controlled magnetic properties in components that experience thermal cycling, harsh environments, or demanding electrical performance requirements. Below we document our actual application experience across key global markets, including the specific technical requirements each application imposes on the forging supplier.
Aerospace & Avionics — Europe & North America
Applicable Material Standards: AMS 5902 (material composition reference), EN 10204 3.2 (third-party certified MTC). Parts are supplied as forging raw material or semi-finished stock to support customers holding their own AS9100 / EN 9100 quality system approvals.
Certification note: Jiangsu Liangyi holds ISO 9001:2015 certification. AS9100, EN 9100 and NADCAP special process approvals are aerospace-level certifications held by our customers at their own qualified facilities. We act as a raw material and semi-finished forging supplier within our customers' certified supply chains, providing full documentation to support their quality systems.
The aerospace and avionics sector represents our most technically demanding 1.3917 Ni42 applications. Hermetic sealing is a critical technology in avionics: navigation sensors, inertial measurement units (IMUs), accelerometers, gyroscope housings and radar altimeter components all require metal-to-glass or metal-to-ceramic hermetic enclosures that must maintain seal integrity from -55°C (cold soak at high altitude) through +200°C (electronics self-heating in confined avionics bays). The total temperature excursion of 255°C creates significant differential thermal stress at the metal-glass interface unless the metal's CTE closely matches the glass.
We supply custom Ni42 seamless rolled rings, precision hollow bars and forged housings to European aerospace Tier-1 suppliers and North American avionics manufacturers. These forgings are machined to tight tolerances (typically ±0.01 to ±0.02mm on critical sealing surfaces) before the glass-to-metal sealing operation. Our aerospace-grade Ni42 forgings include: full material traceability from raw material lot to finished part, virgin material charge (no scrap), phosphorus and sulfur at tight aerospace-grade limits, 100% UT per EN 10228-3, and EN 10204 3.2 certification with third-party witness available upon request. Complete furnace load records and CNAS-calibrated thermocouple documentation are provided in the delivery package.
Automotive Electronics & EV Battery Systems — North America, Europe & Asia Pacific
Applicable Material Standards: ASTM/EN material standards for chemical composition and mechanical properties. Parts are supplied as forging material stock to customers operating within IATF 16949 certified automotive supply chains.
Certification note: Jiangsu Liangyi holds ISO 9001:2015 certification. IATF 16949 is the quality system certification held by our automotive customers. We supply raw material forgings with full material documentation compatible with automotive customer-specific requirements.
The automotive electronics application area for Ni42 has evolved significantly with the growth of electric vehicles (EVs). Traditional internal combustion engine (ICE) applications — ECU housings, engine temperature sensor sleeves, ignition system sealing pins — required Ni42 for glass-to-metal hermetic sealing in engine bay environments (typically -40°C to +125°C). These applications continue, with production volumes driven by global ICE production.
The newer EV-specific application area is Battery Management System (BMS) hermetic sealing components. BMS sensors, contactors, current sensing resistors and cell monitoring electronics require hermetic sealing to prevent electrolyte vapor ingress, which can cause catastrophic failure in lithium battery systems. The BMS operating temperature range (-40°C to +85°C for most automotive BMS designs) is well within Ni42's optimal CTE behavior zone. We supply Ni42 forged round bars and precision hollows that are CNC machined into BMS sensor housings, terminal feed-through sleeves and contactor body blanks. All automotive batches are supplied with full EN 10204 3.1 MTC, chemical analysis, mechanical property reports and dimensional records; PPAP-compatible material data packages can be prepared upon customer request.
An additional automotive application emerging in Europe and Asia is high-density power electronics packaging for EV inverters and DC-DC converters. Silicon carbide (SiC) power modules operating at junction temperatures up to 175°C require substrate materials with CTE close to SiC (~3.7 × 10⁻⁶/°C). Ni42 — while not a perfect CTE match to SiC — is used in transition layer structures (Ni42 / copper / SiC sandwich bonding) that reduce the CTE step between pure copper and SiC, improving long-term thermal cycling fatigue life in the bonding stack.
Oil & Gas Downhole & Wellhead Equipment — Middle East & North America
Applicable Material Standards: Material chemical composition and mechanical properties can be supplied to meet the material requirements referenced in API 6A, API 11D1, NACE MR0175/ISO 15156 (sour service hardness and composition limits), ADNOC and ARAMCO project specifications. API Monogram product certification is held by the end-product manufacturer, not the forging material supplier.
The oil and gas application of Ni42 is less immediately obvious than the hermetic sealing applications, and reflects the alloy's magnetic properties rather than its CTE characteristics. Logging-while-drilling (LWD) and measurement-while-drilling (MWD) tools incorporate electromagnetic sensors, nuclear magnetic resonance (NMR) formations sensors, and directional measurement systems that require magnetic shielding components to prevent external magnetic field interference with sensor readings. These components operate in extreme downhole conditions — temperatures up to 175°C, pressures up to 140 MPa (20,000 psi), high vibration and shock loads.
We produce Ni42 forged discs, rings, housings and custom machined components for downhole tool assemblies. The primary performance requirement is the consistency of magnetic permeability and saturation magnetization from batch to batch so that the calibration of the tool remains valid across production lots. This is precisely what our triple melt process and magnetic testing protocol at the batch level do. Sulfur content data at aerospace grade limits (≤0.003%) for NACE MR0175 compliance for sour service – far below the NACE specification. Hardness verification showing all material is less than 22 HRC as required for H2S containing environments.
Wellhead equipment applications include current transformer cores for downhole power monitoring, where Ni42's combination of moderate permeability and near-constant magnetic behavior across temperature is exploited for accurate current measurement across wide temperature ranges. Full material traceability documentation — including heat number, melt route, chemical analysis, mechanical test reports and NDT results — is provided to support our customers' own API 6A or API 11D1 product certification processes.
Power Generation & Renewable Energy — Asia Pacific & Europe
Applicable Material Standards: IEC 60044 (instrument transformers), EN 50160 (power quality), IEC 61000 series (electromagnetic compatibility). For nuclear auxiliary applications, material documentation is provided per customer's nuclear QA program requirements. ASME N-Stamp nuclear product certification is held by the end-equipment manufacturer.
Power generation applications for Ni42 span two distinct property requirements. In conventional and nuclear power plant instrumentation, Ni42's soft magnetic properties make it valuable for precision current transformer cores used in power metering, protection relay systems and differential protection equipment. These transformers must maintain measurement accuracy across wide ambient temperature ranges (often -25°C to +70°C for outdoor substation equipment), which requires a core material with stable permeability across that temperature range. We supply Ni42 forged rings and toroidal blanks that are subsequently machined and wound into precision current transformer cores for Asian power utilities and European substation equipment manufacturers.
In the renewable energy sector, a growing application is magnetic sealing for offshore wind turbine pitch control electronics. Pitch control systems — which adjust blade angle in response to wind conditions — contain electronics rated for -40°C to +70°C operating range, in a sealed enclosure that must maintain integrity over a 25-year design life in a corrosive marine environment. Ni42 hermetic seal technology, proven in aerospace and downhole oil & gas, is increasingly specified for offshore wind electronics where seal failure is extremely costly due to access limitations (helicopter or service vessel required for offshore turbine maintenance).
Telecommunications & 5G Infrastructure — Global Market
Applicable Material Standards: IEC 60068 environmental test methods (applicable to finished equipment, referenced by customers). Ni42 forging material composition contains no substances restricted under RoHS Directive 2011/65/EU as amended — material composition data confirming absence of restricted substances is available upon request.
The global rollout of 5G infrastructure has created new demand for Ni42 forged components in two application areas. First, high-frequency microwave filter housings for 5G base station radio units (RUs) require dimensional stability across the base station's operating temperature range (typically -40°C to +55°C for outdoor installations in northern Europe or North America). Waveguide filters and resonator cavities in 5G mmWave (26 GHz and 28 GHz) systems are particularly sensitive to dimensional changes because resonant frequency is directly proportional to cavity dimension — a 10 ppm CTE difference between housing material and the specification assumption causes frequency drift that degrades network performance in 5G NR (New Radio) precision timing applications.
Second, hermetic connectors and RF feedthrough assemblies for outdoor 5G small cells use Ni42 glass-to-metal sealed pin-and-socket assemblies rated to IP68 or IP69K. These assemblies maintain RF signal integrity while providing complete environmental sealing against moisture, dust and contaminants. We supply Ni42 forged sleeves and precision machined housings to global 5G equipment manufacturers and specialist hermetic connector manufacturers in the USA, Germany, Japan and South Korea. Material composition certificates confirming the absence of RoHS-restricted substances are available upon customer request, as Ni42 alloy contains no substances listed under RoHS Directive 2011/65/EU as amended.
Scientific Instruments, Medical & Semiconductor Equipment
Applicable Material Standards: Full material traceability and documentation provided to support customers' own ISO 13485 (medical devices) or SEMI standards qualification processes. Jiangsu Liangyi supplies forging raw material stock — medical device and semiconductor equipment product certifications are held by our customers as end-product manufacturers.
In scientific and precision instrument applications, Ni42 is used where a structural component must maintain its dimensions to micrometer accuracy across laboratory temperature variations. Mass spectrometer housing components, electron microscope specimen stages, X-ray fluorescence (XRF) instrument chambers and precision optical bench structures all benefit from Ni42's lower-than-normal CTE when critical alignments must be maintained across ±5–10°C laboratory temperature swings.
Semiconductor manufacturing equipment — particularly photolithography (scanner) and inspection systems — use Ni42 in glass-to-metal sealed feedthrough assemblies for controlled atmosphere process chambers. These feedthroughs carry electrical signals and power into ultra-high vacuum (UHV) or inert atmosphere chambers without compromising the chamber's vacuum integrity. The glass-to-Ni42 hermetic seal must maintain leak rates below 10⁻⁹ mbar·l/s across thousands of thermal cycles as the chamber is vented and re-pumped during substrate exchanges. Our Ni42 forgings for semiconductor equipment customers carry surface finish specifications as tight as Ra 0.2 μm on sealing surfaces, achieved by our in-house precision CNC grinding.
How to Source 1.3917 (Ni42) Forged Parts — A Buyer's Technical Procurement Guide
Purchasing 1.3917 Ni42 forged parts for the first time — or switching from an existing supplier — involves more due diligence than sourcing standard carbon or alloy steel forgings. The controlled expansion and magnetic properties that make Ni42 valuable are process-sensitive and cannot be verified from dimensional inspection alone. The following guidance, drawn from 25+ years of customer procurement support, helps buyers write effective specifications and ask the right qualification questions.
What to Include in Your Ni42 Forging RFQ / Technical Specification
- Material designation: "1.3917 per EN standard" or "Ni42" plus any additional composition restrictions (e.g., C ≤ 0.02%, S ≤ 0.005%)
- Melt route: Specify VIM+ESR+VAR if your application requires consistent magnetic properties or high-cleanliness. Accept VIM+VAR only if your application is primarily dimensional (hermetic sealing, non-magnetic)
- Forging shape and dimensions: Attach drawing with all dimensions, tolerances, and forging allowances clearly marked
- Delivery condition: As-forged with scale / Shot-blasted / Rough-turned to forging drawing / Fully machined per finish drawing — specify clearly
- Heat treatment condition: Annealed (standard) or specify alternate heat treatment if required
- Test requirements: List all required tests — chemical, mechanical, grain size, UT class, magnetic properties (if required). Specify sampling plan (per piece or per heat)
- Certification type: EN 10204 3.1 (mill internal certification) or 3.2 (third-party witness) — specify which is required
- Third-party inspection: Specify inspection body if required (SGS, BV, TÜV, etc.) and inspection stages (final or at intermediate stages)
- Additional standards: List any additional standards the parts must meet (API 6A PSL, NACE MR0175, AMS, ASTM equivalents)
- Quantity and delivery schedule: Total quantity, batch structure (if in multiple deliveries), required delivery date
- Special requirements: Marking, packaging, preservation, export crating for sea freight
Key Questions to Ask a Ni42 Forging Supplier Before Qualification
Not all companies offering "Ni42 forgings" use triple melt, maintain composition tight enough for your application, or have verifiable magnetic property testing capability. These 8 questions will differentiate capable suppliers from those who will introduce quality risk into your supply chain:
- What is your standard melt route for Ni42? — Correct answer: VIM+ESR+VAR. Be skeptical of VIM-only or VIM+ESR-only for magnetic or high-performance CTE applications
- What is your achievable Ni content control tolerance? — Correct answer: ±0.2% or better of target. If the answer is ±0.5% or "per standard," magnetic property reproducibility will be poor
- Do you test magnetic properties on every heat or only on request? — The answer reveals how seriously the supplier treats magnetic performance as a quality characteristic versus an afterthought
- What furnace temperature uniformity can you certify for annealing? — ±10°C or better is required for consistent grain size. Larger variation produces batch-to-batch CTE inconsistency
- What UT inspection class can you achieve consistently? — EN 10228-3 Class 3 for most applications; Class 4 for critical aerospace or downhole components
- Can you show MTC examples for similar Ni42 forgings? — Reviewing a previous MTC reveals what data is captured, whether magnetic testing was performed, and the quality of documentation
- What is your policy on raw material traceability? — Full traceability from supplier certificate to finished MTC is the minimum for aerospace and API 6A applications
- Do you keep Ni42-dedicated tooling (dies, handlers) to prevent iron contamination? — Carbon steel tooling deposits iron particles that are difficult to remove after machining and can cause local magnetic anomalies in finished parts due to cross contamination
Export Packaging, Delivery & Logistics for 1.3917 (Ni42) Forged Parts
Ni42 forged parts require specific packaging and handling to arrive at destination in the condition they left our facility. Unlike carbon steel, Ni42 is not highly prone to rusting — however, surface oxidation from humidity during long sea voyages can require additional pickling or cleaning before glass sealing operations. More importantly, heavy forgings (rings and shafts above 500kg) require engineered crating to prevent damage from shock and vibration during sea freight. Following are our standard export packaging protocols for Ni42:
- Surface preservation: Shot-blasted or machined surfaces coated with rust-preventive oil (compatible with subsequent machining and sealing operations). Finished sealing surfaces wrapped in VCI (Volatile Corrosion Inhibitor) paper and bubble wrap before crating
- Individual piece marking: Heat number, piece number, material designation (1.3917 / Ni42), weight and drawing number stamped or engraved per client specification
- Small parts (< 50 kg): Wooden box or plywood crate with foam interior support, strapped to pallet. Sea-freight rated (ISPM 15 heat-treated wood)
- Medium parts (50–500 kg): Heavy-duty wooden crate with internal timber supports custom-fitted to part geometry. VCI barrier bag inside crate for enclosed space preservation. Shock-absorption padding for machined surfaces
- Large forgings (> 500 kg — rings, large shafts): Engineer-designed crating with structural analysis for sea freight dynamic loads. Steel banding. Impact indicators attached to crate exterior. Forklift access confirmed for all crate configurations before dispatch
- Documentation package: Laminated MTC, packing list, commercial invoice, certificate of origin, and any additional certifications sealed in a waterproof envelope affixed inside the crate lid. Duplicate electronic set emailed prior to shipment
We ship via major Chinese ports (Shanghai, Tianjin, Qingdao, Guangzhou) and can arrange door-to-port, port-to-port or CIF delivery on a case-by-case basis. For time-critical deliveries, we can coordinate air freight for smaller forgings upon request. All exports are handled with full export compliance documentation and HS code classification support.
Frequently Asked Questions About 1.3917 (Ni42) Forgings
These questions represent the most common technical and commercial inquiries we receive from global buyers of 1.3917 (Ni42) forged parts. If your question is not answered below, contact our technical sales team directly:
Related High-Performance Alloy Forgings
As a full-range specialty alloy forging manufacturer, we produce other controlled expansion, high-temperature and corrosion-resistant alloy forgings frequently required alongside Ni42 in complex engineering projects:
- Invar 36 (1.3912, Ni36) — Ultra-low CTE (~1.0 × 10⁻⁶/°C) for precision instrument frames, laser systems and cryogenic tooling
- Ni48 (1.3922) — Higher CTE than Ni42 (~8.5 × 10⁻⁶/°C), matched to soda-lime glass and high-expansion ceramics for lamp leads and power electronics sealing
- Incoloy 945 (UNS N09945) — High-strength corrosion-resistant nickel alloy for oil & gas downhole tools and subsea wellhead equipment
- 34CrMoS4 (1.7226) — High-strength alloy steel for pressure vessel, oil country tubular and structural applications
- AMS 5772 Compliant Nickel Superalloy Forgings — For aerospace hot section components requiring high temperature strength
- Custom Carbon Steel, Alloy Steel, Stainless Steel, Nickel Alloy & Super Alloy Forgings — Full material range per client specification
View our complete material capability on our Materials page. Review our international project references on our Reference page.
Request a 1.3917 (Ni42) Forging Quotation
Jiangsu Liangyi Co., Limited is your trusted ISO 9001:2015 certified China manufacturer and global supplier of precision 1.3917 (Ni42) forged parts. With over 25 years of dedicated nickel-iron alloy forging experience, triple melt melting capability, in-house machining and comprehensive NDT, we provide the end-to-end technical quality and supply reliability that demanding global industries require.
To get a fast quotation, please provide your drawing or dimensional sketch, material specification, required delivery condition, certification type, quantity and target delivery date. Our technical sales team will review your requirements and respond with a detailed, competitive solution within 24 hours on business days.
📧 Inquiry Email: sales@jnmtforgedparts.com
📞 Phone / WhatsApp: +86-13585067993
🌐 Website: https://www.jnmtforgedparts.com
🗺 Sitemap: https://www.jnmtforgedparts.com/sitemap.xml
📍 Address: Chengchang Industry Park, Jiangyin City, Jiangsu Province, China 214400
🕐 Business Hours: Monday–Friday, 08:00–18:00 CST (UTC+8)